施工技术交底记录施工单位:中国五冶集团有限公司2010年11月28日T2-ZT-004工程名称淘宝城A1、T1、T2楼及连廊、管廊工程分部工程主体分项工程名称T2钢筋工程施工技术交底(一)钢筋原材:1
钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验
预埋件的锚爪应用I、Ⅱ级钢筋
钢筋应无老锈和油污
钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应符合设计要求
未特别注明的预埋件钢材采用Q235B4
吊钩、吊环应采用HPB235钢筋,不得用冷加工钢筋制作,吊环埋入混凝土的深度不应小于30d
并应焊接或绑扎在钢筋骨架上
所有外露铁件均应涂刷防锈底漆,面漆材料及颜色按建筑要求施工
焊条:焊条的牌号应符合设计规定
焊条质量:药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度;焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象;焊条必须根据焊条说明书的要求烘干后才能使用;焊条必须有出厂合格证
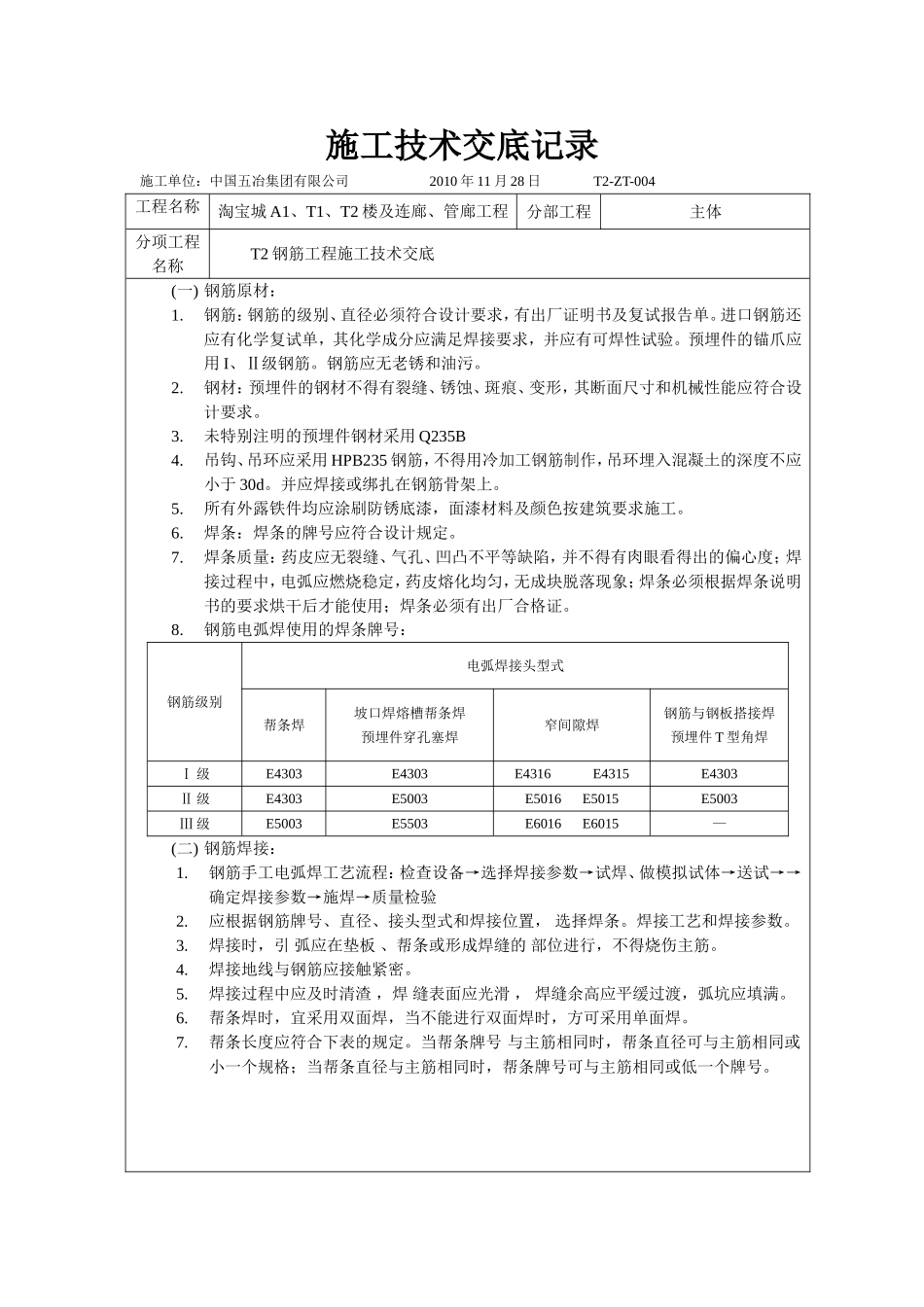
钢筋电弧焊使用的焊条牌号:钢筋级别电弧焊接头型式帮条焊坡口焊熔槽帮条焊预埋件穿孔塞焊窄间隙焊钢筋与钢板搭接焊预埋件T型角焊Ⅰ级E4303E4303E4316E4315E4303Ⅱ级E4303E5003E5016E5015E5003Ⅲ级E5003E5503E6016E6015—(二)钢筋焊接:1
钢筋手工电弧焊工艺流程:检查设备→选择焊接参数→试焊、做模拟试体→送试→→确定焊接参数→施焊→质量检验2
应根据钢筋牌号、直径、接头型式和焊接位置,选择焊条
焊接工艺和焊接参数
焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋
焊接地线与钢筋应接触紧密
焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满