压力拉丝模的设计拉拔工序是钢丝生产的重要环节,直接影响生产效率和钢丝的性能
本工作设计一种压力拉丝模,以期提高钢丝的生产效率
压力拉丝模分为润滑模和拉拔模两部分,以便能够将Φ3
556mm的高碳钢丝拉至Φ0
965mm左右
1主要试验材料试验用钢丝采用AISI1074钢盘条(Φ5
50mm)拉拔而成,采用传统拉丝模将钢盘条拉拔至Φ3
磷酸盐需满足两个条件:(1)单位面积上磷酸盐涂层含量最大(磷化膜厚度最大);(2)钢丝拉拔过程能够最大限度保留涂层
采用50型磷酸盐,预涂层为7
535mg·m-2,在最后一道拉拔速度(简称拉拔速度)为14m·s-1条件下,拉拔后残留磷酸盐涂层为1
765mg·m-2
为防止钢丝温度过高,采用X52型润滑剂,最终润滑剂残留物为0
926mg·m-2
2试验方案采用2种拉丝机进行拉拔试验,采用Hspeed10型拉丝机时,拉拔速度为14m·s-1;采用Hspeed20型拉丝机时,拉拔速度为18m·s-1
钢丝拉拔分为9道次,采用压力拉丝模部分或全部替代传统拉丝模进行试验
模具设计参数包括润滑模和拉拔模的直径和模角
测定拉拔后润滑剂和磷酸盐涂层的残留量及最后一道模具损坏前拉拔钢丝的产量来评估模具性能
模具设计设计2个R5型模具,其中拉拔模为倒锥形,锥口面与模具中轴线的锥角(β)为1
模具采用含细钴微粒的碳化钨制成
2个模具用长为50
8mm的钢套镶套,钢套分上下2部分,润滑模位于上部,拉拔模位于下部
试验过程及结果将钢丝从Φ3
556mm拉拔至Φ0
965mm,采用5组模具系列进行试验,前4组模具系列采用Hspeed10型拉丝机,第5组采用Hspeed20型拉丝机
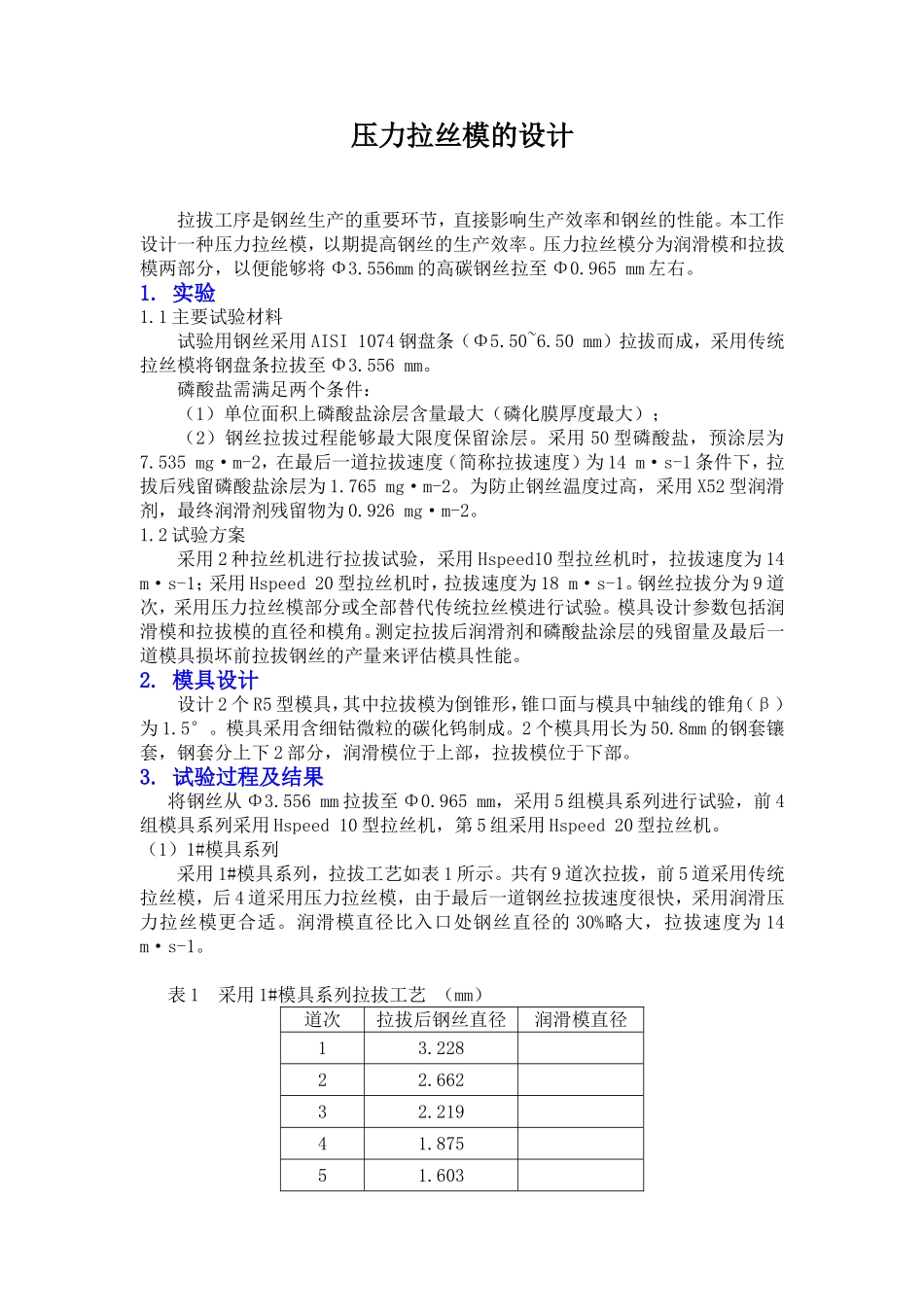
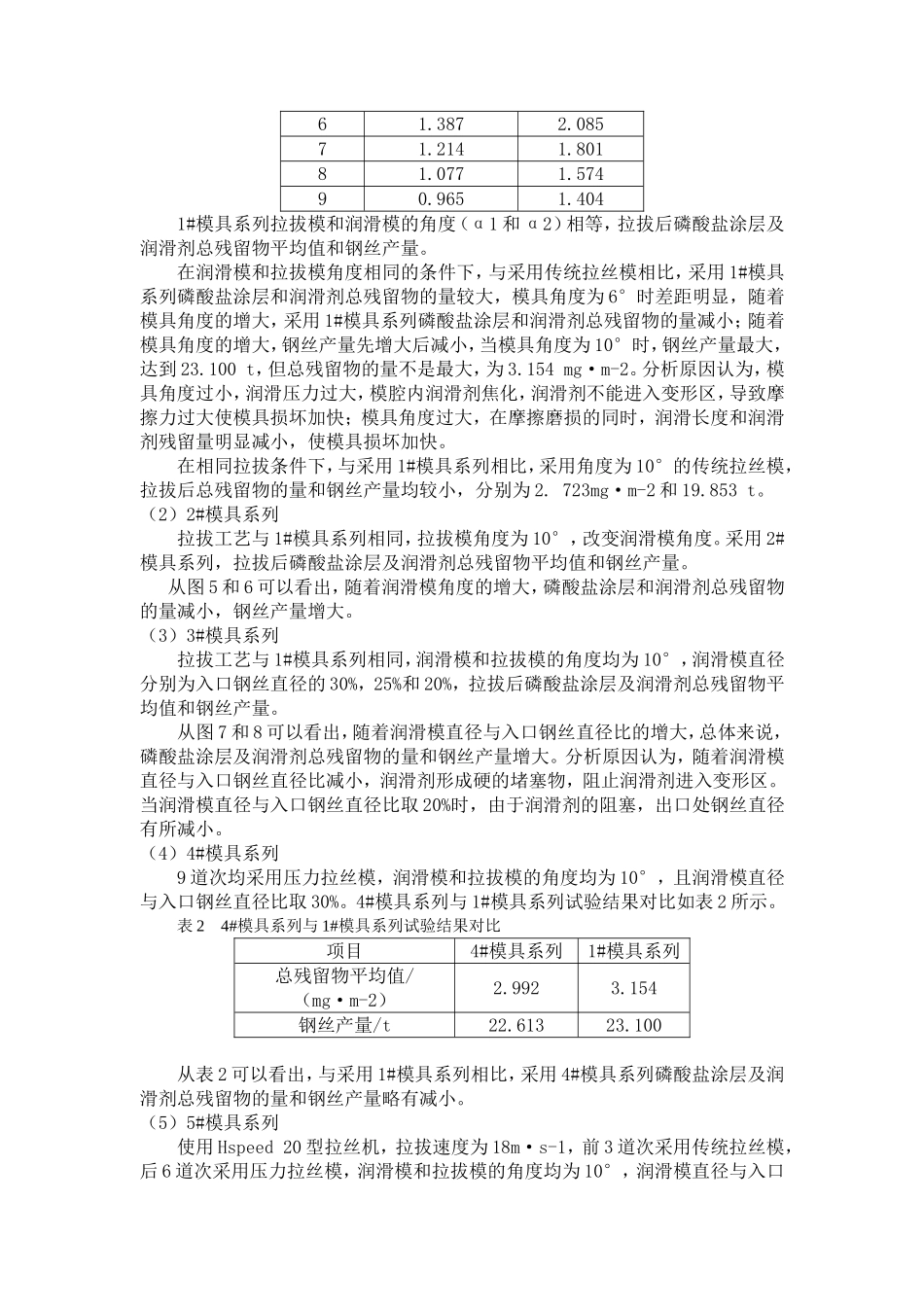
(1)1#模具系列采用1#模具系列,拉拔工艺如表1所示
共有9道次拉拔,前5道采用传统拉丝模,后4道采用压力拉丝模,由于最后一道钢丝拉拔