实用标准文案文档中海油泰州滨江油库项目储罐的排版及焊接顺序施工方案编制:审核:批准:岳阳长炼机电工程技术有限公司2014年11月实用标准文案文档1
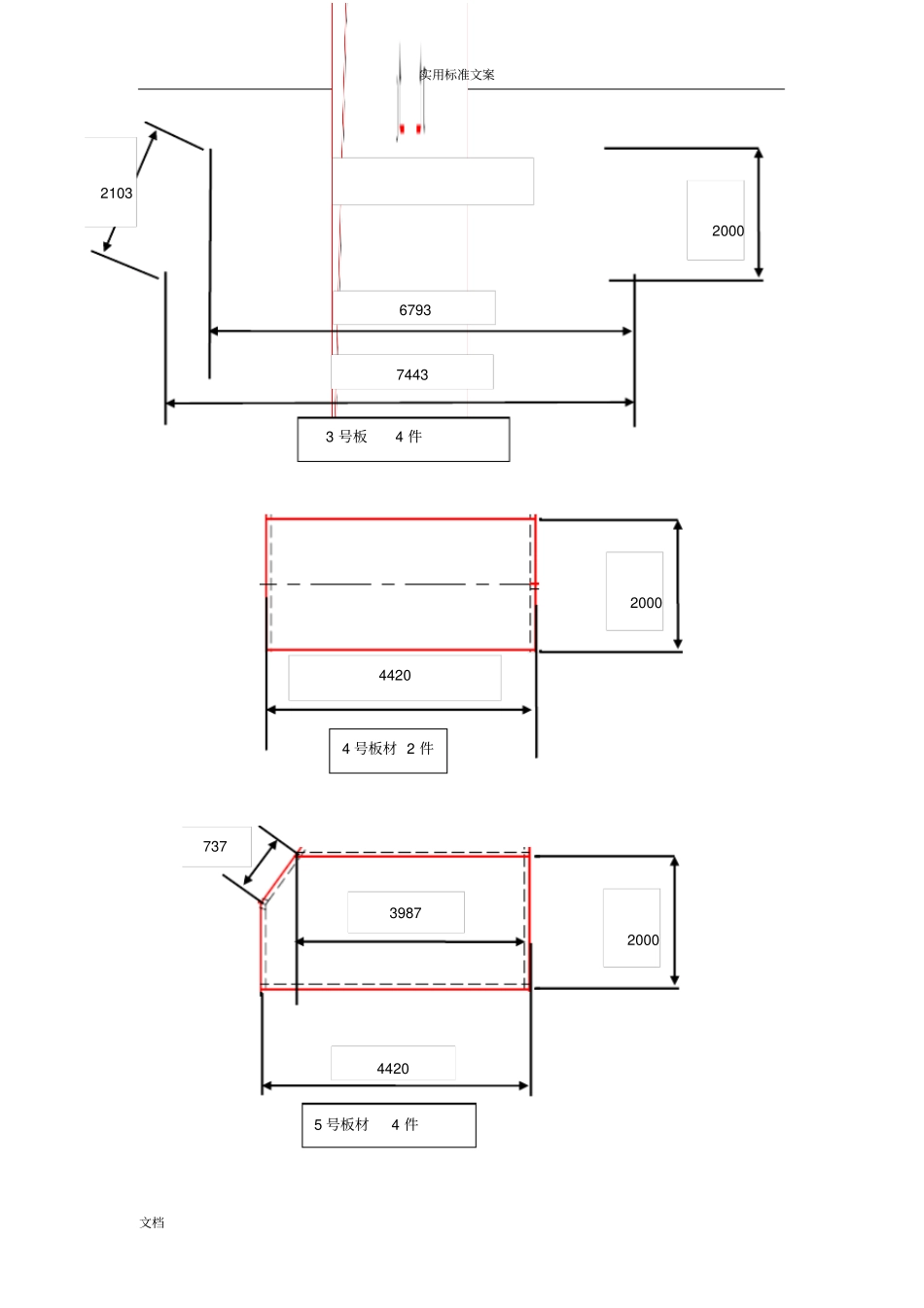
3500m2储油罐罐底排版图1号板1件20002000322510512号板材2件3500m2储油罐罐底排版图1号板材2号板材3号板材4号板材5号板材6号板材7号板材8号板材实用标准文案文档20006793744321033号板4件442020004号板材2件5号板材4件200044203987737实用标准文案文档6号板材4件200040162563247218862591161618707号板材4件8号板材10件实用标准文案文档2
3500m2储油罐罐底底板焊接顺序:先焊短焊缝(4#),后焊长焊缝(6#、7#)
在焊接短焊缝(4#)时,要把这两块钢板与周围的所有固焊点去除再焊;先焊短焊缝,使中幅板短焊缝在自由状态下进行,由内向外焊接后,使罐底板变成若干可以自由收缩、基本无应力的中幅长条,再将各长条由内向外焊接起来;(1#、2#和3#)焊缝首先焊接1#焊缝,等应力消除后再焊2#焊缝,然后焊3#焊缝
长焊缝7#焊接时,不要把所有的焊缝全部拼接后再焊,而是把焊缝均分4段,采用分段退焊法或分段跳焊法对称施焊
这种焊接可缩小焊接区与结构整体之间的温差,减少构件受热和冷却不均匀,能有3500m2储油罐底板焊缝标识图1#3#2#5#4#6#7#8#实用标准文案文档效地消除应力、减少变形
采用分段退焊时,每一段长度约200mm,不宜过长,因每段焊缝是头尾相接,前一段焊缝还没完全冷却下来,后一段焊缝的热量又补充到前一段,给前一段退火的机会,消除应力、提高焊接质量
))))))))))))))))))))))))))321123分段退焊图
1每条焊缝由两名焊工同时沿着焊缝中心线对称施焊,整个罐底的长焊缝焊接按底板横向中心线对称布置焊工,同时同速