钢筋加工规范一、钢筋加工1、钢筋在加工弯制前必须调直,并应符合下列规定:(1)钢筋表面的油渍、漆污、水泥浆和用锤敲击能剥落的浮皮、铁锈等均应清除干净
(2)钢筋应平直,无局部折曲
钢筋经过钢筋调直机调直后不得有死弯
(3)加工后的钢筋,表面不应有削弱钢筋截面的伤痕
2、钢筋的弯制和末端的弯钩应符合设计要求
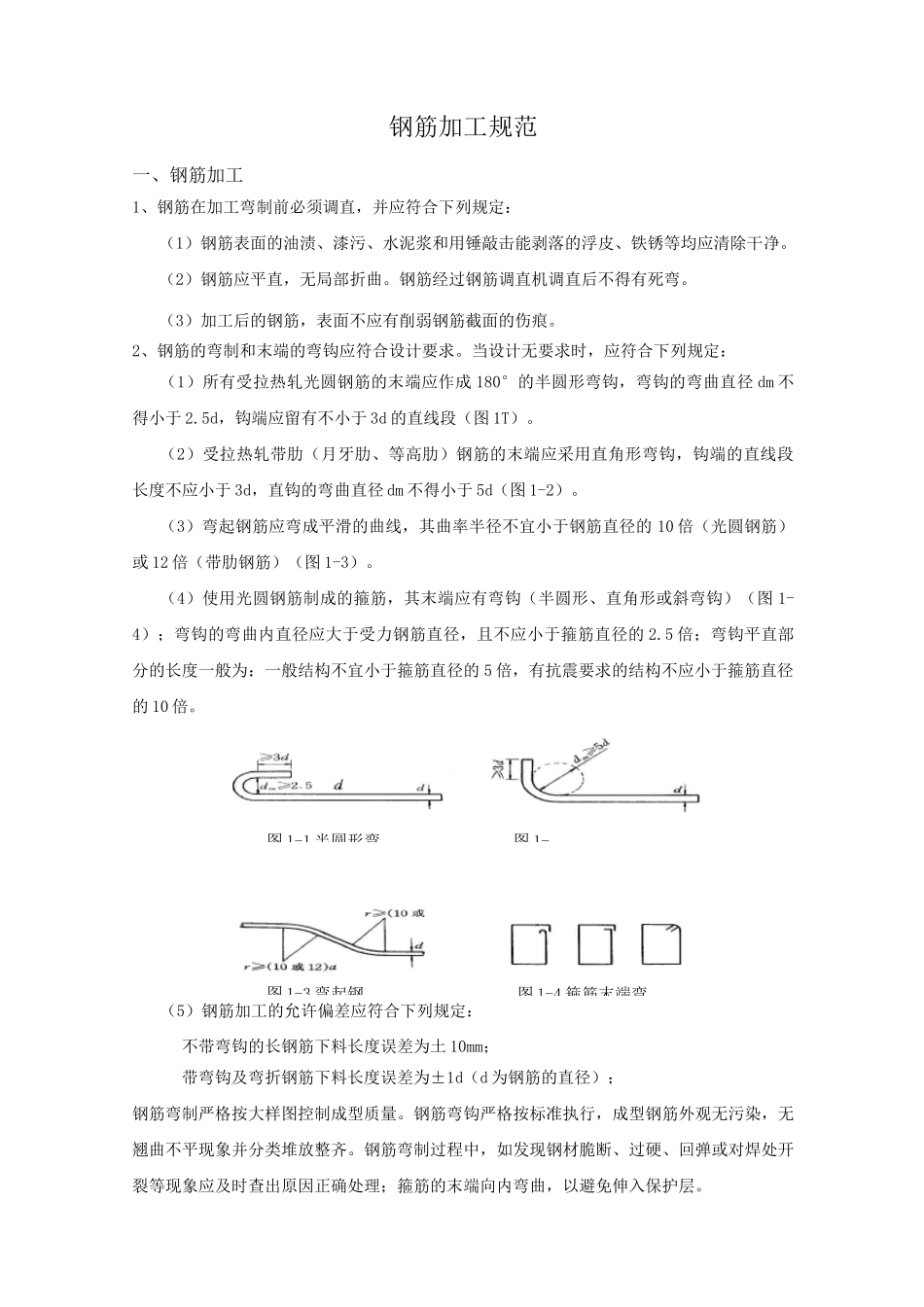
当设计无要求时,应符合下列规定:(1)所有受拉热轧光圆钢筋的末端应作成180°的半圆形弯钩,弯钩的弯曲直径dm不得小于2
5d,钩端应留有不小于3d的直线段(图1T)
(2)受拉热轧带肋(月牙肋、等高肋)钢筋的末端应采用直角形弯钩,钩端的直线段长度不应小于3d,直钩的弯曲直径dm不得小于5d(图1-2)
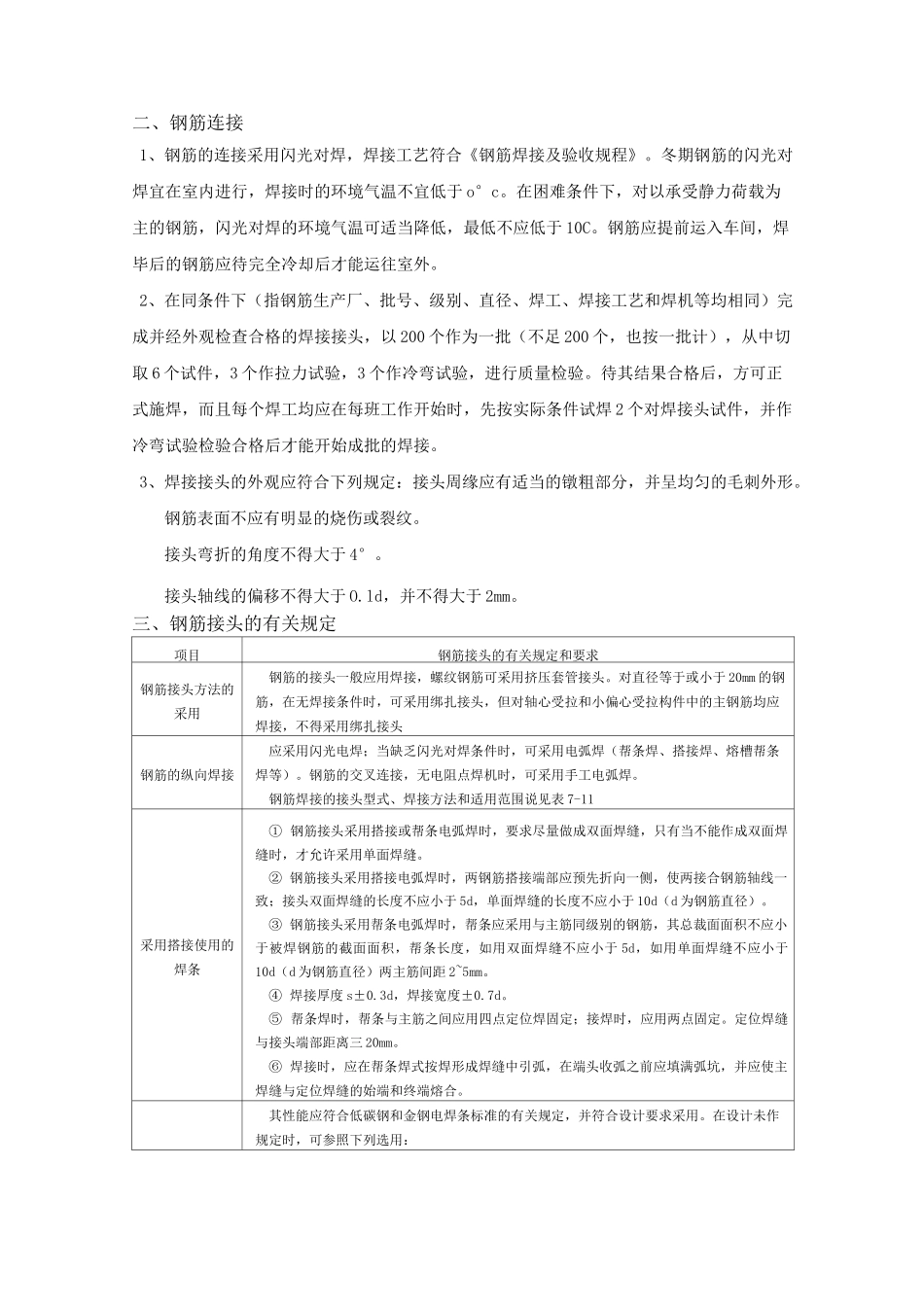
(3)弯起钢筋应弯成平滑的曲线,其曲率半径不宜小于钢筋直径的10倍(光圆钢筋)或12倍(带肋钢筋)(图1-3)
(4)使用光圆钢筋制成的箍筋,其末端应有弯钩(半圆形、直角形或斜弯钩)(图1-4);弯钩的弯曲内直径应大于受力钢筋直径,且不应小于箍筋直径的2
5倍;弯钩平直部分的长度一般为:一般结构不宜小于箍筋直径的5倍,有抗震要求的结构不应小于箍筋直径的10倍
(5)钢筋加工的允许偏差应符合下列规定:不带弯钩的长钢筋下料长度误差为土10mm;带弯钩及弯折钢筋下料长度误差为±1d(d为钢筋的直径);钢筋弯制严格按大样图控制成型质量
钢筋弯钩严格按标准执行,成型钢筋外观无污染,无翘曲不平现象并分类堆放整齐
钢筋弯制过程中,如发现钢材脆断、过硬、回弹或对焊处开裂等现象应及时查出原因正确处理;箍筋的末端向内弯曲,以避免伸入保护层
图1-1半圆形弯图1-图1-3弯起钢图1-4箍筋末端弯二、钢筋连接1、钢筋的连接采用闪光对焊,焊接工艺符合《钢筋焊接及验收规程》
冬期钢筋的闪光对焊宜在室内进行,焊接时的环境气温不宜低于o°c
在困难条件下,对以承受静力荷载为主的钢筋,闪光对焊的环境气温可