双头车床液压系统设计摘要1.设计任务2.液压回路的工况分析3.拟定液压系统原理图4.计算和选择液压件5
液压系统的PLC控制程序6
参考文献本文是关于双头车床液压系统设计过程的阐述
主要包括系统方案的确定、控制系统的设计几个方面的内容
双头车床加工时,由于零件较长,拟采用零件固定,刀具旋转和进给的加工方式,其加工动作循环方式是:快进f工进f快退f停止,同时要求各个车削头能单独调整
显而易见,采用双头车床能使原需多道工序的产品能一次切削完成,使工序简化,生产效益大大提高
且这种设计所产生的产品对成均匀,精度高
对于双头车床的动力执行部分,本设计采用液压伺服机构
液压伺服机构较其他机构有传动平稳、噪音小、驱动力大等优点,同时也存在漏油、爬行、体积大等缺点
为了尽量避免液压系统的上述缺点,系统设计时用集成块来代替管路,在液压系统采用液压阀集成配置,可以显著减少管路联接和接头,降低系统的复杂性,增强现场添加和更改回路的柔性,具有结构紧凑、安装维护方便、泄漏少、振动小利于实现典型液压系统的集成化和标准化等优点
关键字:差动连接背压调速电磁换向阀快进快退
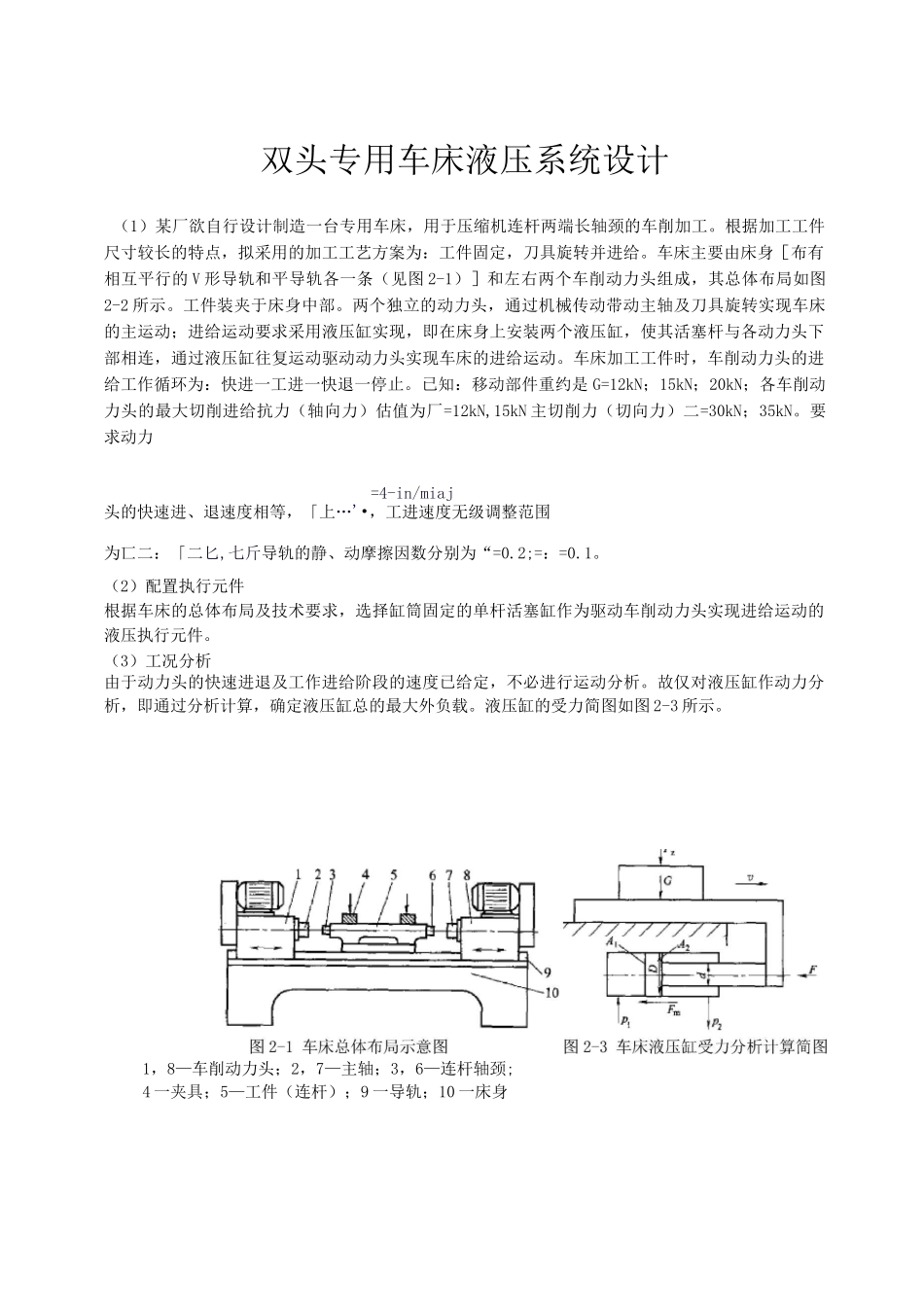
双头专用车床液压系统设计(1)某厂欲自行设计制造一台专用车床,用于压缩机连杆两端长轴颈的车削加工
根据加工工件尺寸较长的特点,拟采用的加工工艺方案为:工件固定,刀具旋转并进给
车床主要由床身[布有相互平行的V形导轨和平导轨各一条(见图2-1)]和左右两个车削动力头组成,其总体布局如图2-2所示
工件装夹于床身中部
两个独立的动力头,通过机械传动带动主轴及刀具旋转实现车床的主运动;进给运动要求采用液压缸实现,即在床身上安装两个液压缸,使其活塞杆与各动力头下部相连,通过液压缸往复运动驱动动力头实现车床的进给运动
车床加工工件时,车削动力头的进给工作循环为:快进一工进一快退一停止
已知:移动部件重约是G=12kN;15kN;20kN;各车削