涂装车间技术规格及要求编制:制作日期:涂装车间技术规格及要求项目内容:1、小型结构件中途线2、大型结构件涂装线3、中大挖整机补漆线(SWE330)4、小挖整机补漆线(SWE130)5、自行葫芦输送系统(SWE330、SWE450)一、小型结构件中涂线(一)、设计依据1、生产任务:承担小型结构件中涂任务2、生产纲领:10000台/年3、生产节拍:10~25分钟/工位4、工件的尺寸以及重量:见附表一5、工作制度以及年时基数:(1)、工作制度:全年工作300天,每天两班制(2)、年时基数:工人年时基数600天,设备年时基数570天6、能源:(1)、动力电:380V三相50HZ(2)、照明电:220V单相50HZ7、供水:0
3MPa8、压缩空气:0
7MPa9、环境温度:-10°C~45°C10、涂装线布局:见附图11
运输方式:轨道加工艺车运输
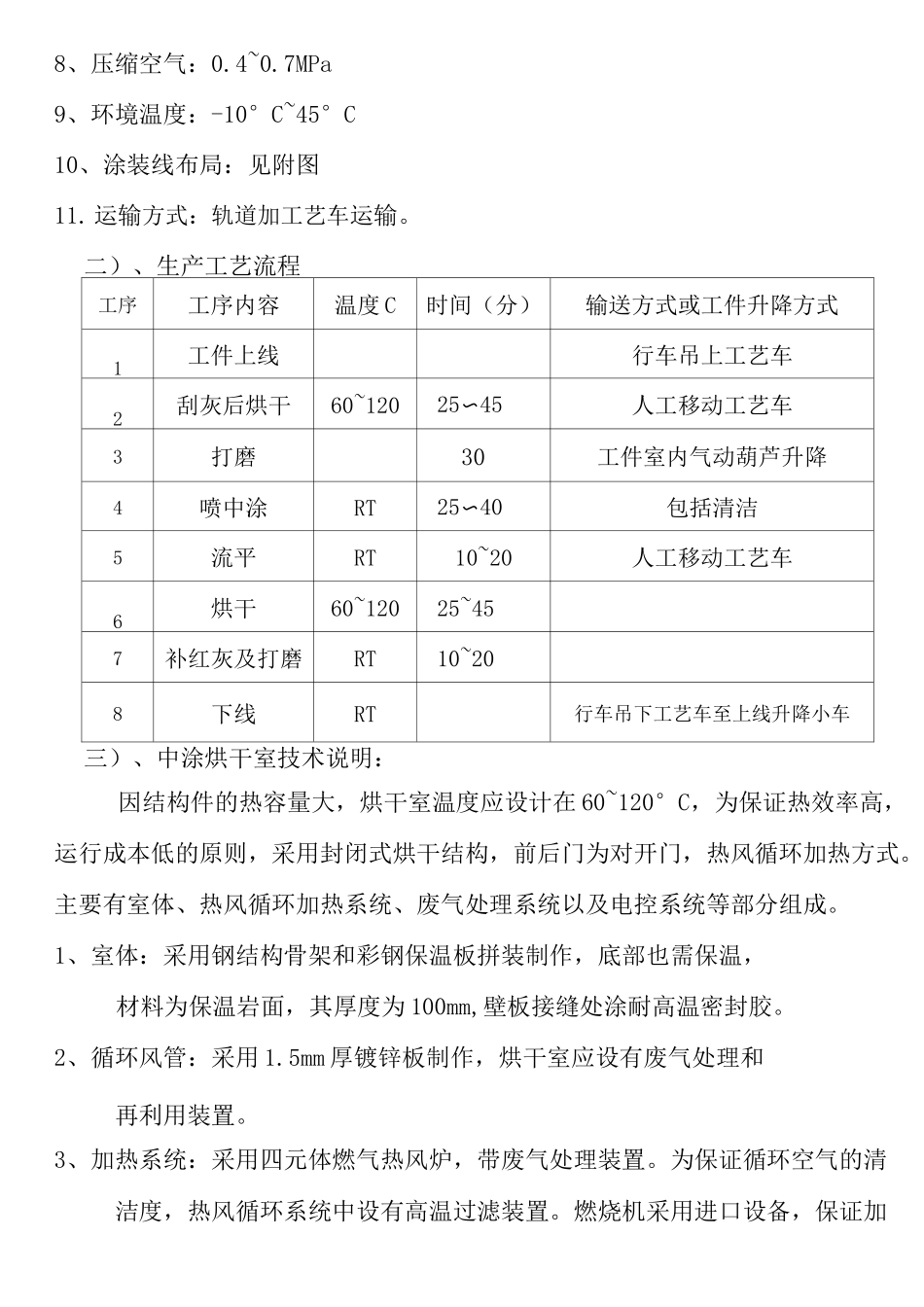
二)、生产工艺流程工序工序内容温度C时间(分)输送方式或工件升降方式1工件上线行车吊上工艺车2刮灰后烘干60~12025〜45人工移动工艺车3打磨30工件室内气动葫芦升降4喷中涂RT25〜40包括清洁5流平RT10~20人工移动工艺车6烘干60~12025~457补红灰及打磨RT10~208下线RT行车吊下工艺车至上线升降小车三)、中涂烘干室技术说明:因结构件的热容量大,烘干室温度应设计在60~120°C,为保证热效率高,运行成本低的原则,采用封闭式烘干结构,前后门为对开门,热风循环加热方式
主要有室体、热风循环加热系统、废气处理系统以及电控系统等部分组成
1、室体:采用钢结构骨架和彩钢保温板拼装制作,底部也需保温,材料为保温岩面,其厚度为100mm,壁板接缝处涂耐高温密封胶
2、循环风管:采用1
5mm厚镀锌板制作,烘干室应设有废气处理和再利用装置
3、加热系统:采用四元体燃气热风炉,带废气处理装置
为保证循环空气的清