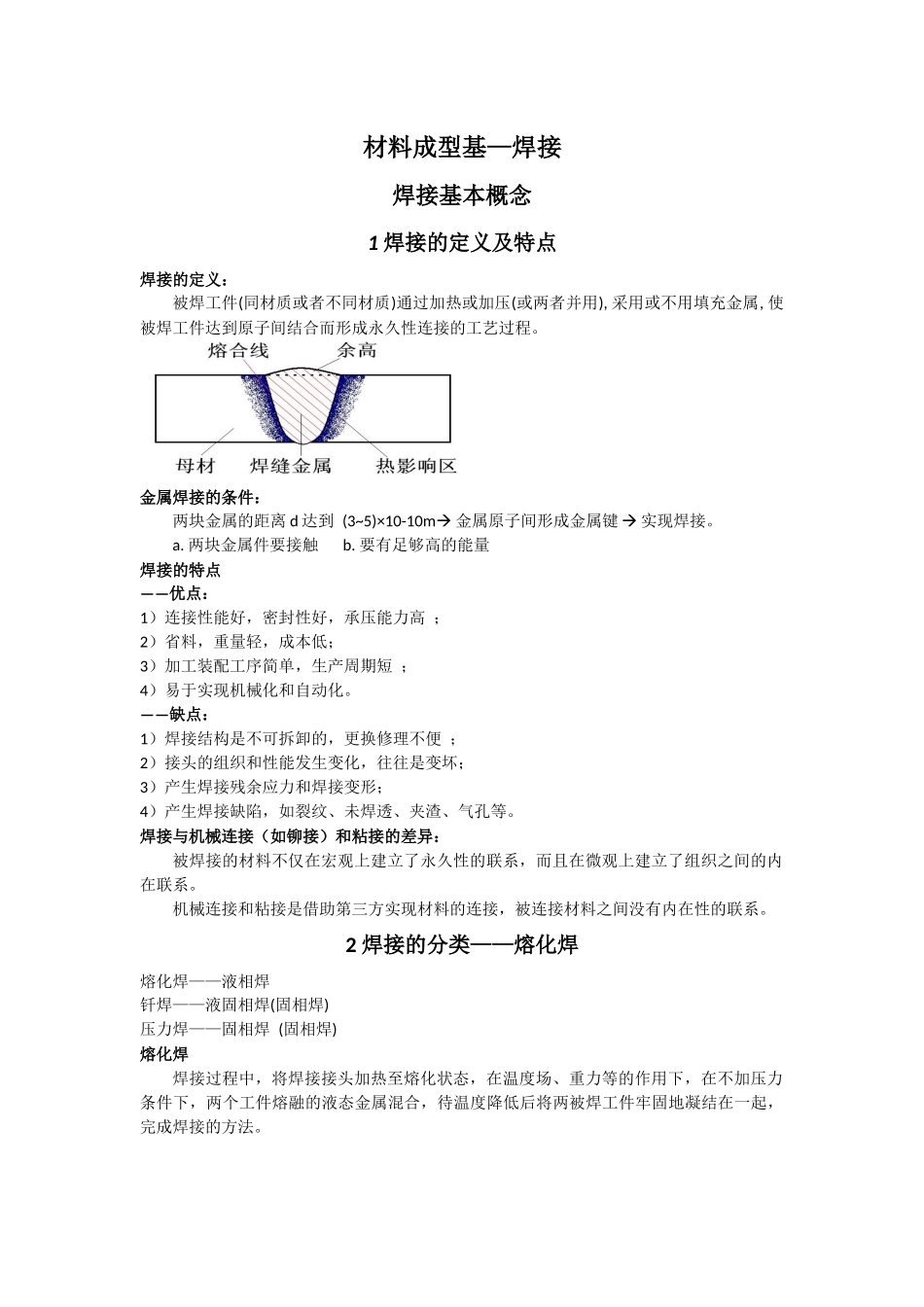
材料成型基—焊接焊接基本概念1焊接的定义及特点焊接的定义:被焊工件(同材质或者不同材质)通过加热或加压(或两者并用),采用或不用填充金属,使被焊工件达到原子间结合而形成永久性连接的工艺过程
金属焊接的条件:两块金属的距离d达到(3~5)×10-10mà金属原子间形成金属键à实现焊接
两块金属件要接触b
要有足够高的能量焊接的特点——优点:1)连接性能好,密封性好,承压能力高;2)省料,重量轻,成本低;3)加工装配工序简单,生产周期短;4)易于实现机械化和自动化
——缺点:1)焊接结构是不可拆卸的,更换修理不便;2)接头的组织和性能发生变化,往往是变坏;3)产生焊接残余应力和焊接变形;4)产生焊接缺陷,如裂纹、未焊透、夹渣、气孔等
焊接与机械连接(如铆接)和粘接的差异:被焊接的材料不仅在宏观上建立了永久性的联系,而且在微观上建立了组织之间的内在联系
机械连接和粘接是借助第三方实现材料的连接,被连接材料之间没有内在性的联系
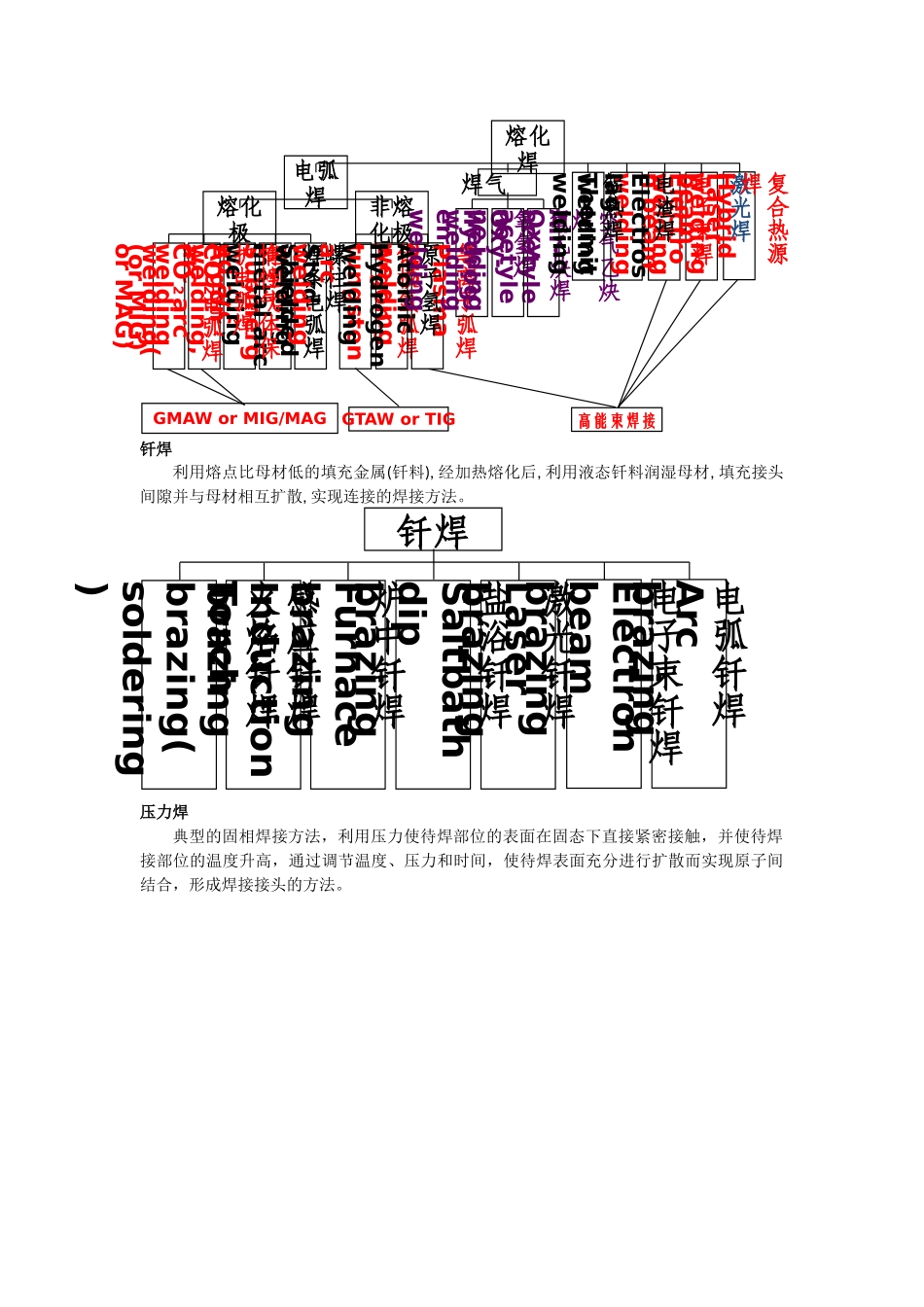
2焊接的分类——熔化焊熔化焊——液相焊钎焊——液固相焊(固相焊)压力焊——固相焊(固相焊)熔化焊焊接过程中,将焊接接头加热至熔化状态,在温度场、重力等的作用下,在不加压力条件下,两个工件熔融的液态金属混合,待温度降低后将两被焊工件牢固地凝结在一起,完成焊接的方法
钎焊利用熔点比母材低的填充金属(钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法
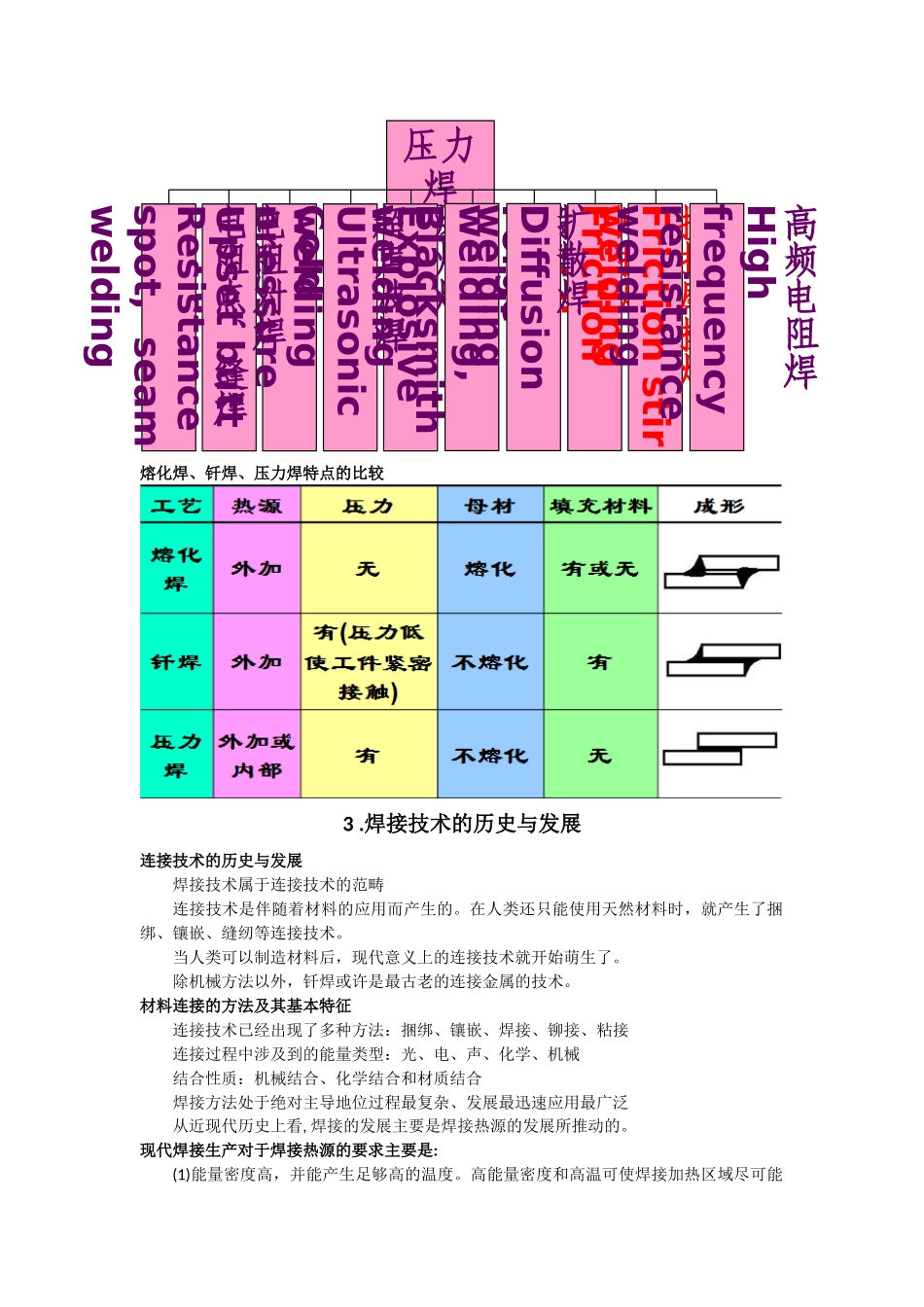
压力焊典型的固相焊接方法,利用压力使待焊部位的表面在固态下直接紧密接触,并使待焊接部位的温度升高,通过调节温度、压力和时间,使待焊表面充分进行扩散而实现原子间结合,形成焊接接头的方法
电弧焊埋弧焊Submergedarcwelding,熔化极螺柱焊Studwelding焊条电弧焊Shieldedmetalarcwelding惰性气体保护电弧焊Argonarcwelding