4光滑圆柱工件的检测为最终保证产品质量,还必须规定相应的检验原则作为技术保证
单件或小批量生产常采用通用计量器具测量(如游标卡尺、千分尺),对于大批量生产为提高检测效率,采用光滑极限量规检验
一、通用计量器具测量工件(实际尺寸的测量)1
误废和误收的概念误废把真实尺寸位于公差带内的合格品误判为不合格品而报废
误收把真实尺寸位于公差带外的不合格品误判为合格品而接收
验收原则、安全裕度与验收极限(1)验收原则可允许误废,不允许误收
误收会影响产品质量,误废会造成经济损失
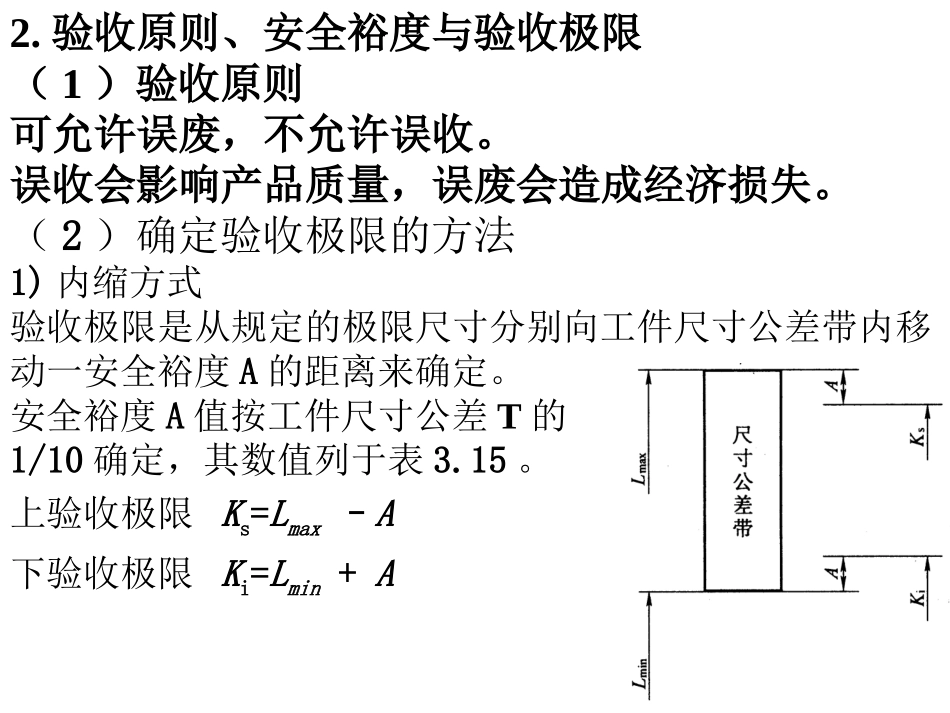
(2)确定验收极限的方法1)内缩方式验收极限是从规定的极限尺寸分别向工件尺寸公差带内移动一安全裕度A的距离来确定
安全裕度A值按工件尺寸公差T的1/10确定,其数值列于表3
上验收极限Ks=Lmax–A下验收极限Ki=Lmin+A2)不内缩方式不内缩方式的验收极限是以图样上规定的最大和最小极限尺寸分别作为上、下验收极限,即取安全裕度为(A=0)
选用上应综合考虑尺寸功能、重要程度、尺寸公差等级、测量不确定度、工艺能力等因素选择
(3)验收极限的选择原则1)对采用包容要求或公差等级高的尺寸,选用内缩方式
2)工艺能力指数Cp=T/6σ≥1,选用不内缩方式;但对于采用包容要求的孔、轴,最大实体尺寸一侧应单向内缩
3)偏态分布时,可以只对尺寸偏向的一侧单向内缩
4)非配合尺寸和一般公差的尺寸,选用不内缩方式
确定工件尺寸验收极限后,还需正确选择计量器具以进行测量
计量器具的选择标准规定计量器具的选择,应按测量不确定度的允许值来确定
式中:u1—计量器具的测量不确定度允许值,约为测量不确定度的0
9倍;表3-15,表中u1值分为Ⅰ、Ⅱ、Ⅲ档,分别为工件公差的1/10、1/6、1/4
优先选用Ⅰ档常用计量器具的不确定度见表3-16、3-17
量具的选择步骤:①计算工件的公差;②根据公差的大小,查表得安