Q/JL03
17-2006铸造起重机检验指导书1
范围适用于我公司生产的铸造起重机的主要零部件的工序检验和产品的整机性能试验
引用标准JB/T7688
1-1995冶金起重机技术条件-通用要求JB/T7688
15-1999冶金起重机技术条件-铸造起重机GB/T60671985起重机安全规程3
1检测仪器和量具应经检定合格后方可使用,仪器和量具精度的选择,应与被检零部件的技术要求相适应
2检测用各类量具、仪器、表必须经由对应等级资格计量检定部门的检定并在有效期内
钢卷尺的检测必须经省一经的计量部门检定合格,并在有效期内
3检测时,量具的温度与被检件的温度应一致
4桥架有关项目的检测应在无日照温度影响、各部位温度基本一致的条件下进行检测
检验的工序、检验项目及要求
1下料检验:确认材质是否与图纸工艺一致,记录主端梁用材炉批号
1板材下料a.一般下料若不进行机加工按图纸工艺,若是主端梁隔板,公差为±0
8/1000
若进行机加工的料,按图纸工艺要求,放加工余量
一般控制单面加工的公差为+43,双面加工的+75,垂边要求2/1000
1Q/JL03
17-20064
2型钢下料,按图纸及工艺要求检测,若要求是等长连接料不等长公差为1
3圆钢下料:按图纸及工艺要求测量,注意锻件的工艺要求
2组合件检验4
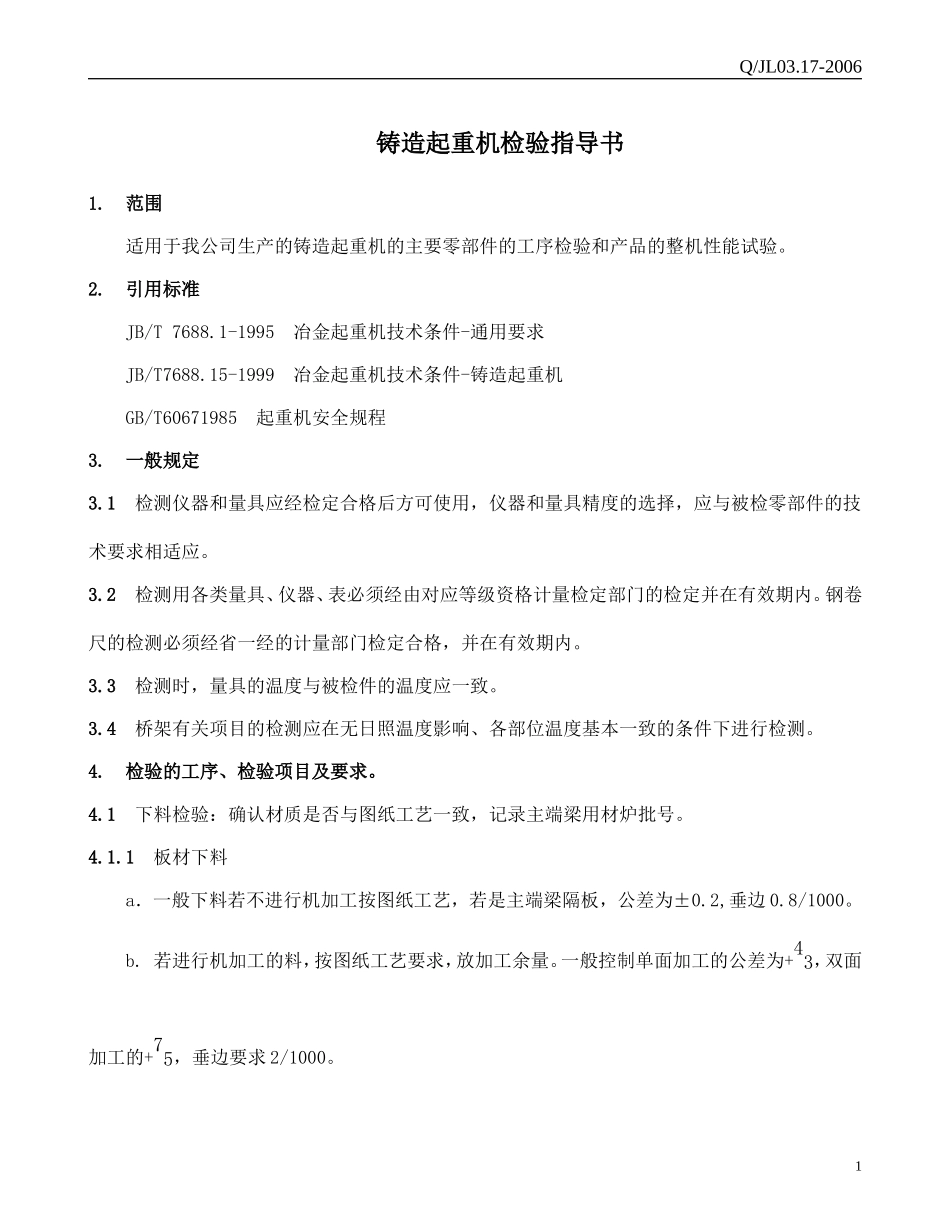
1主梁检验:将受检主梁支承于2根450×600工字钢放置平整场地,支点用水准仪找好水平后检测,检测如(图1)
1应在室内或无日照影响时测量,用直径为φ0
52mm钢丝15kg按(图1)拉好,测上拱度,F=h-h1-△,h为等高板高h1为梁中最高点与钢丝的距离,用150钢直尺测量,△为钢丝自重修正值,查(表1)
主梁的F值为S≤13
5m时,F=S×1
6/1000,S