弯腿斜轧导卫的改造张秀山魏光兵刘海洋张园华(莱芜钢铁股份有限公司型钢厂山东莱芜271104)摘要:本文介绍了斜轧孔型系统生产中导卫存在的问题,并对导卫进行了优化改造,保证了生产的顺行,对降低中间废品和提升产能有着巨大的意义
关键词:轧制孔型斜轧导卫前言型钢生产能否正常生产,导卫装置是是不可缺少的部件,仅仅有正确的孔型设计,而无正确的导卫装置的设计与安装时不能正确轧出合格产品,导卫装置设计和调整的合理,还能弥补孔型设计的不足
所以导卫装置设计与安装的好坏,对产品的产量、质量有很大的影响,是型钢生产中非常重的一环
尤其是斜轧孔型导卫装置在生产中起到致关重要的作用
莱钢小型H型钢开坯采用斜轧法进行轧制,由导卫带来的生产事故经常发生,使得导卫的改造和优化尤其重要
一、H型钢开坯导卫装置存在的问题莱钢小型H型钢开坯导卫装置主要由横梁、导板、卫板(分腿卫板和腰卫板)组成
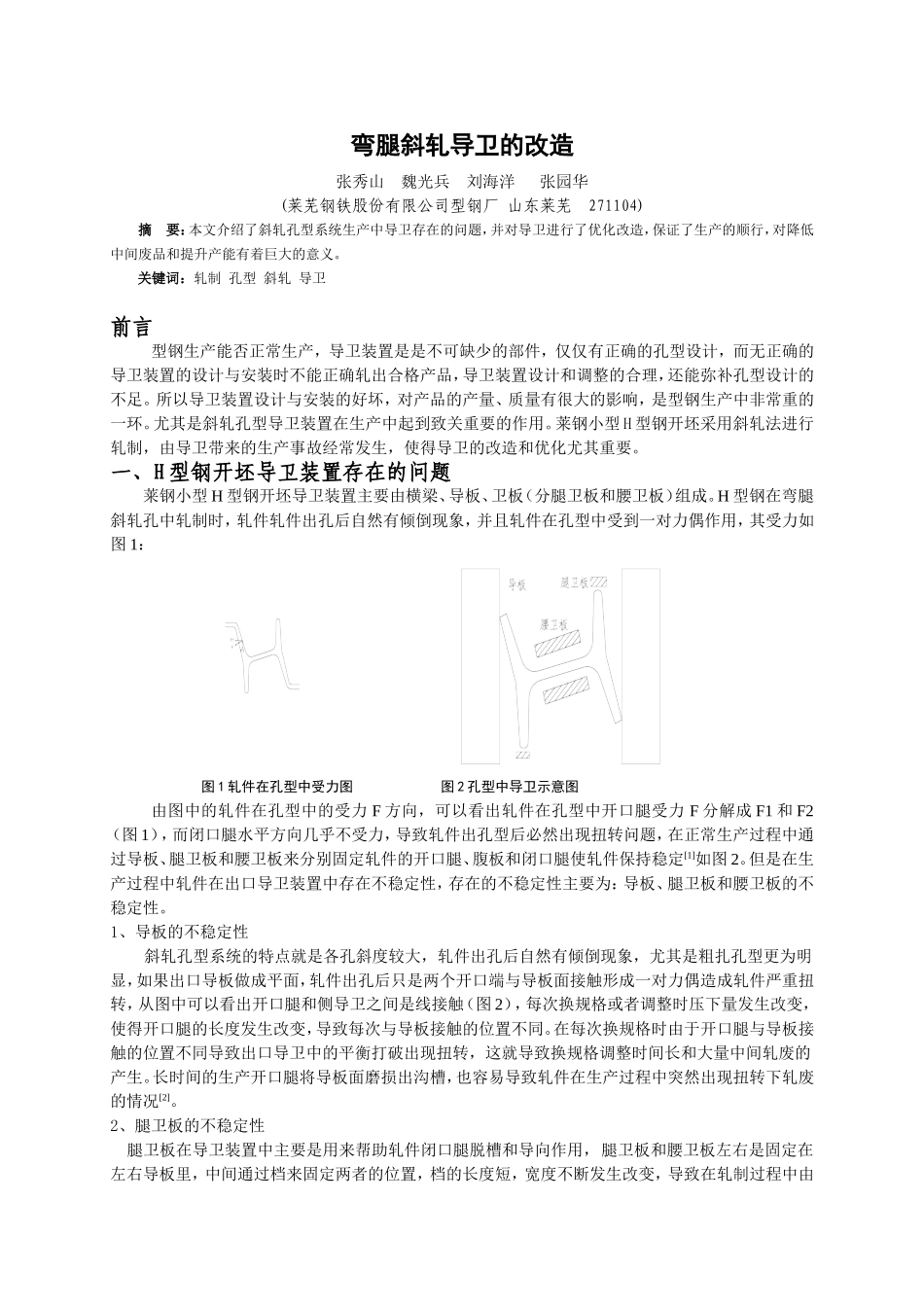
H型钢在弯腿斜轧孔中轧制时,轧件轧件出孔后自然有倾倒现象,并且轧件在孔型中受到一对力偶作用,其受力如图1:图1轧件在孔型中受力图图2孔型中导卫示意图由图中的轧件在孔型中的受力F方向,可以看出轧件在孔型中开口腿受力F分解成F1和F2(图1),而闭口腿水平方向几乎不受力,导致轧件出孔型后必然出现扭转问题,在正常生产过程中通过导板、腿卫板和腰卫板来分别固定轧件的开口腿、腹板和闭口腿使轧件保持稳定[1]如图2
但是在生产过程中轧件在出口导卫装置中存在不稳定性,存在的不稳定性主要为:导板、腿卫板和腰卫板的不稳定性
1、导板的不稳定性斜轧孔型系统的特点就是各孔斜度较大,轧件出孔后自然有倾倒现象,尤其是粗扎孔型更为明显,如果出口导板做成平面,轧件出孔后只是两个开口端与导板面接触形成一对力偶造成轧件严重扭转,从图中可以看出开口腿和侧导卫之间是线接触(图2),每次换规格或者调整时压下量发生改变,使得开口腿的长度发生改变,导致每次与导板接