特种加工电极设计任务:设计加工给出型腔的电极(所用材料:铜)根据下面给定的型腔内部轮廓图及相关参数,分别设计精加工和粗加工时需要使用的电极工具
(要求:根据已知型腔设计电极的结构,电极的水平尺寸、高度尺寸,给出相关技术要求,排气孔、冲油孔、电极的装夹校正、给出电参数
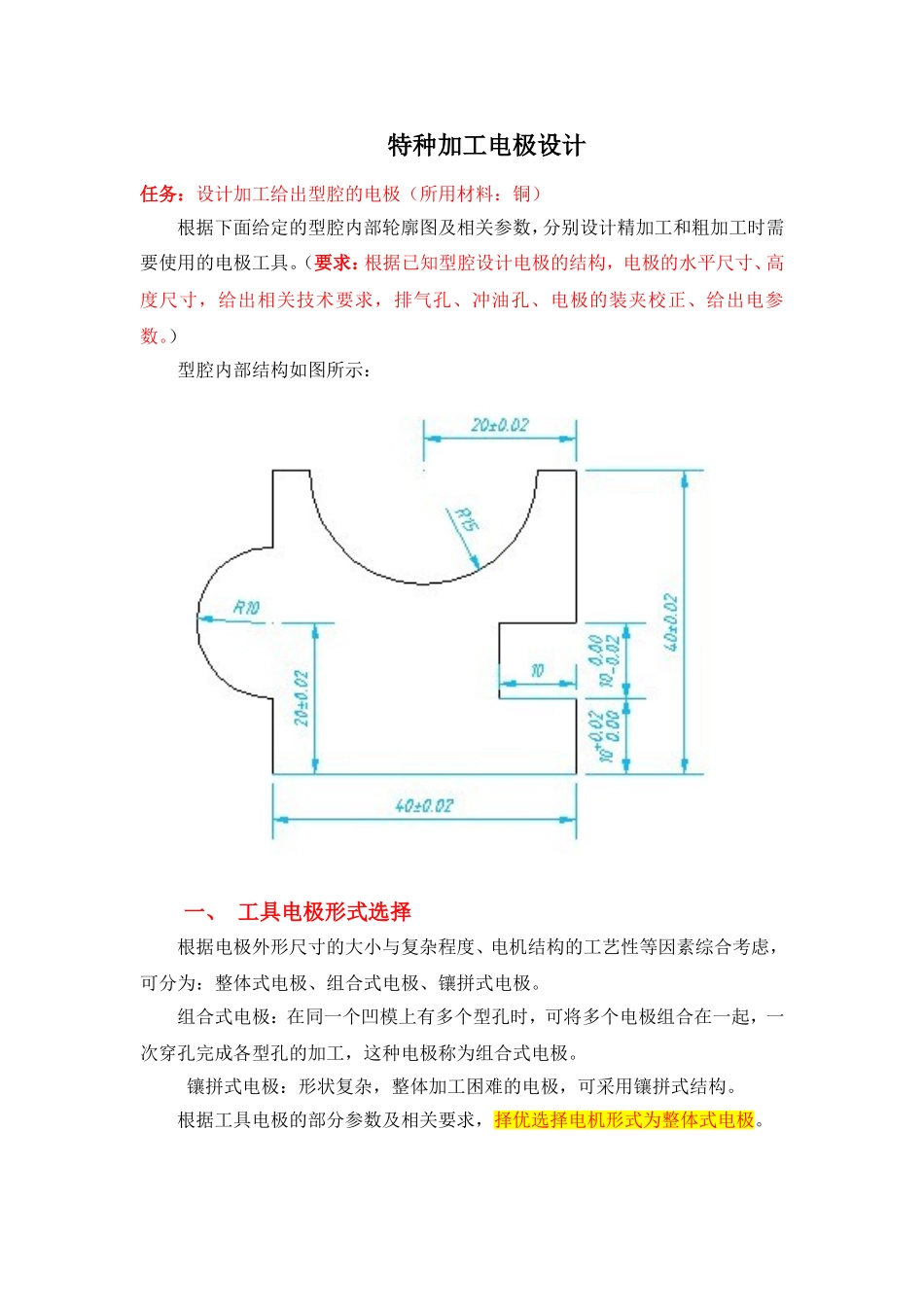
)型腔内部结构如图所示:一、工具电极形式选择根据电极外形尺寸的大小与复杂程度、电机结构的工艺性等因素综合考虑,可分为:整体式电极、组合式电极、镶拼式电极
组合式电极:在同一个凹模上有多个型孔时,可将多个电极组合在一起,一次穿孔完成各型孔的加工,这种电极称为组合式电极
镶拼式电极:形状复杂,整体加工困难的电极,可采用镶拼式结构
根据工具电极的部分参数及相关要求,择优选择电机形式为整体式电极
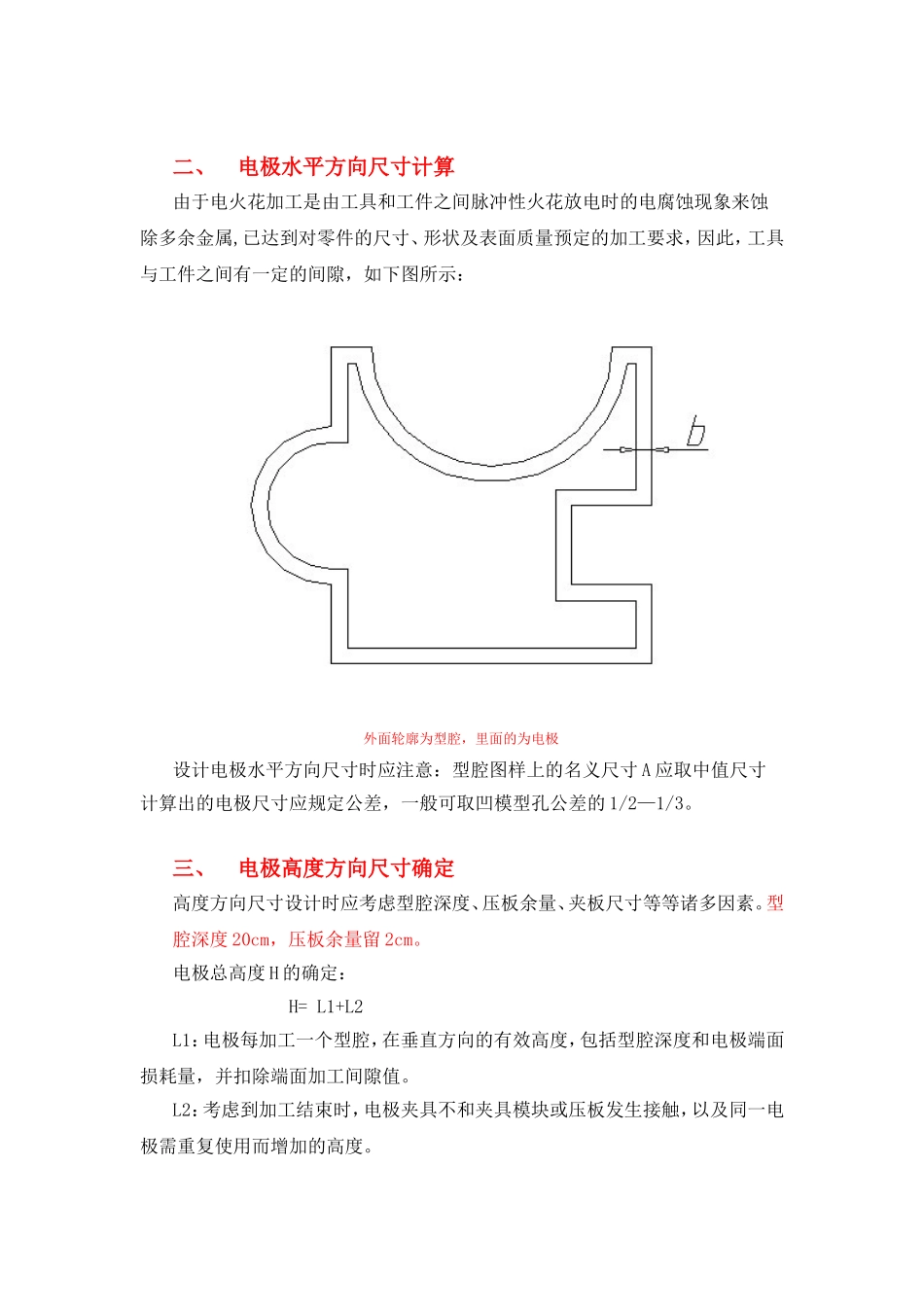
二、电极水平方向尺寸计算由于电火花加工是由工具和工件之间脉冲性火花放电时的电腐蚀现象来蚀除多余金属,已达到对零件的尺寸、形状及表面质量预定的加工要求,因此,工具与工件之间有一定的间隙,如下图所示:外面轮廓为型腔,里面的为电极设计电极水平方向尺寸时应注意:型腔图样上的名义尺寸A应取中值尺寸计算出的电极尺寸应规定公差,一般可取凹模型孔公差的1/2—1/3
三、电极高度方向尺寸确定高度方向尺寸设计时应考虑型腔深度、压板余量、夹板尺寸等等诸多因素
型腔深度20cm,压板余量留2cm
电极总高度H的确定:H=L1+L2L1:电极每加工一个型腔,在垂直方向的有效高度,包括型腔深度和电极端面损耗量,并扣除端面加工间隙值
L2:考虑到加工结束时,电极夹具不和夹具模块或压板发生接触,以及同一电极需重复使用而增加的高度
四、排气孔和冲油孔的设计当型腔加工时应及时将电加工过程中产生的气体排出,否则,容易出“放炮”现象
放炮造成的震动容易使工件错位
而且考虑到电火花加工时对工作液的要求,为了保证加工零件的精度,有时我们还应该适度的开设冲油孔保证工作液