目录一视图及模板标准1
图面视图标准3
模具大小的定义4
模板厚度的设计标准1)
连续模模板厚度标准2)
落料模模板厚度标准3)
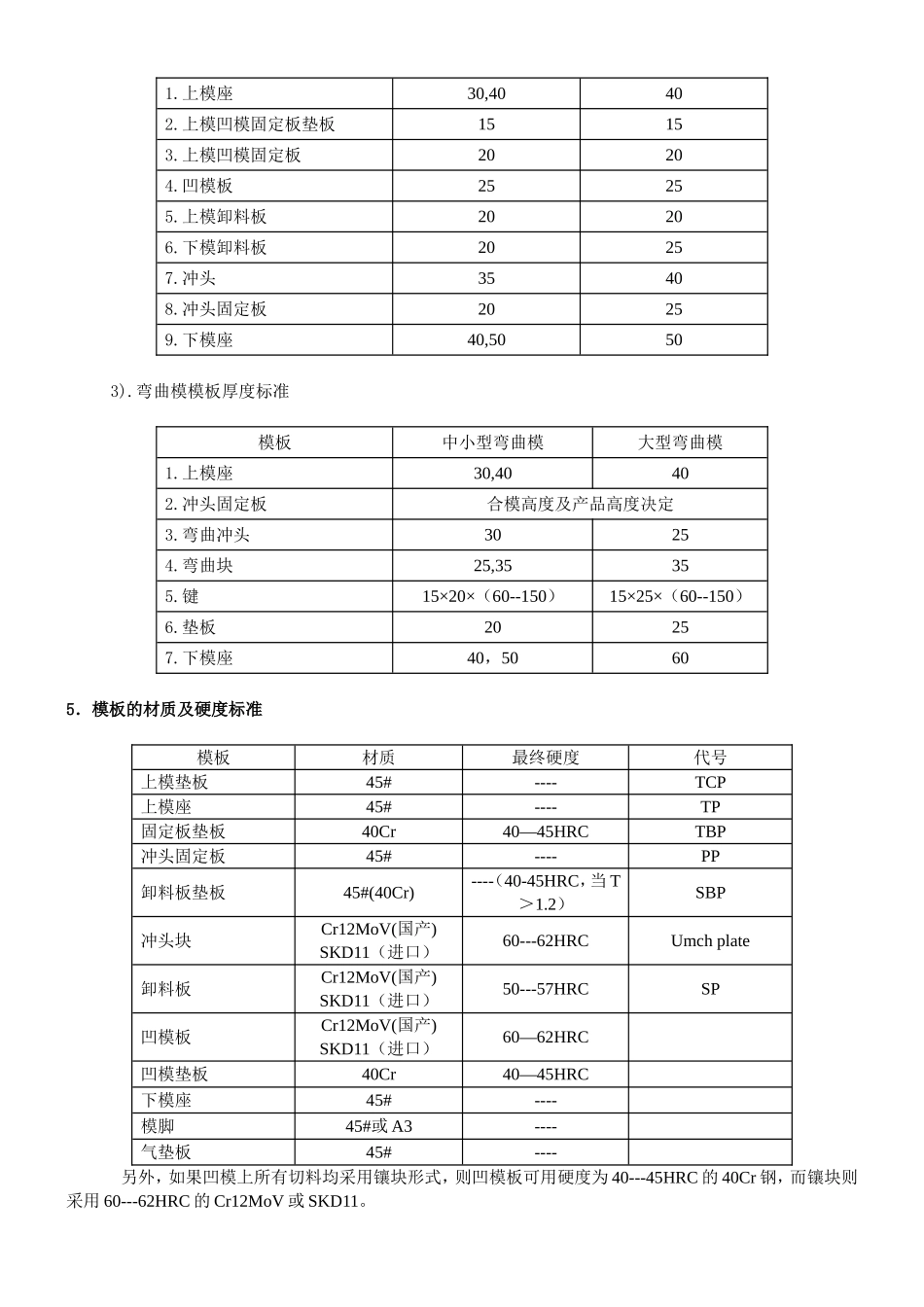
弯曲模模板厚度标准5
模板的材质及硬度标准6
图纸标准二模具工作部分的设计1
冲裁冲头的设计2
冲裁凹模的设计3
镶块的设计4
弯曲工作部分的设计5
翻边结构的设计6
导正钉的设计7
气吹废料三模具导向部件的设计8
内导柱及内导套的设计9
外导柱及外导套的设计四模具导料,浮顶结构和卸料结构的设计10
浮动导料销11
顶杆,顶块12
卸料结构13
卸料板的设计14
弹簧选择原则五支承件设计15
模脚六探误装置七模具设计中文本标注标准17
一般规定18
铣床加工中文本标注要求19
线切割加工中文本标注要求和设计要求1)
基准孔的设置2)
穿丝孔的设置3)
异形复杂型孔,型腔的标注八模具设计中的计算20
冲模设计中力的计算21
弯曲件的尺寸展开22
翻孔的计算九工件排样十附录23
冲模结构示意图24
中英文对照表25
模具寿命与模具材料26
公制及美制螺纹一
视图及模板标准27
投影标准:第三角法28
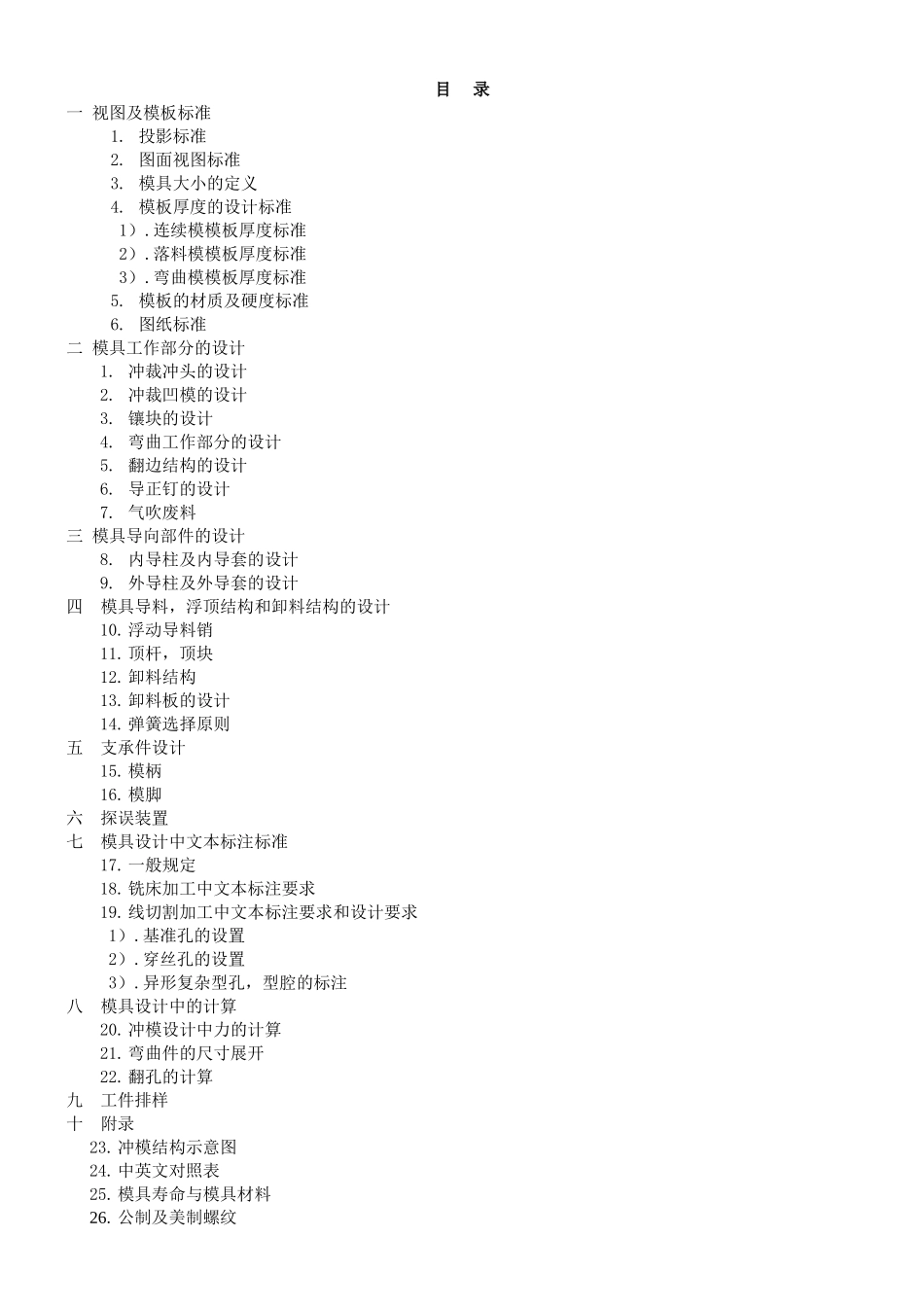
图面视图标准:注:1)右视图有必时才绘出2)仰视图可不绘出,但要在主视图下主注明板厚及相关技术要求
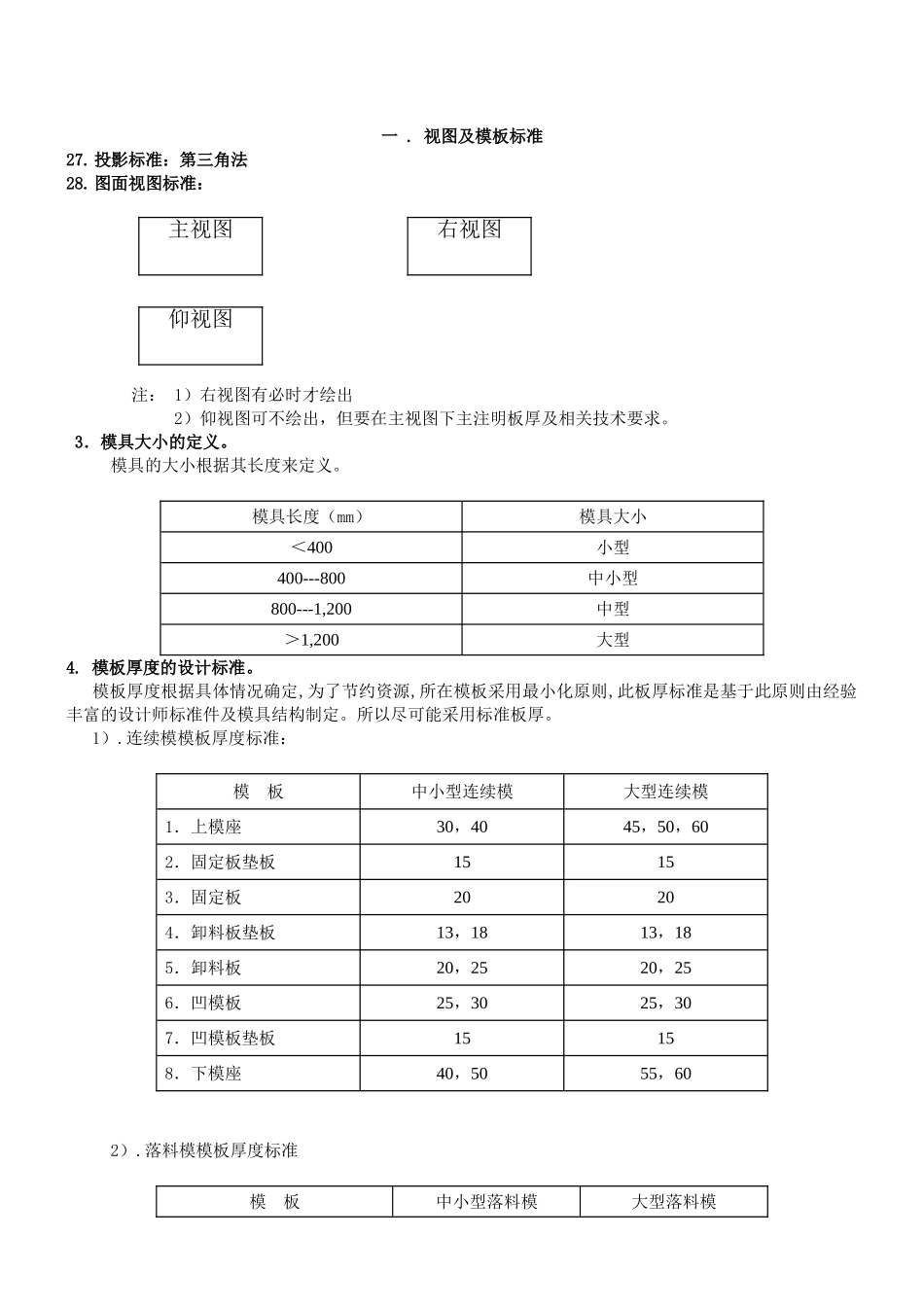
3.模具大小的定义
模具的大小根据其长度来定义
模具长度(mm)模具大小<400小型400---800中小型800---1,200中型>1,200大型4
模板厚度的设计标准
模板厚度根据具体情况确定,为了节约资源,所在模板采用最小化原则,此板厚标准是基于此原则由经验丰富的设计师标准件及模具结构制定
所以尽可能采用标准板厚
连续模模板厚度标准:模板中小型连续模大型连续模1.上模座30,4045,50,602.固定板垫板15153.固定板20204.卸料板垫板13,1813,185.卸料板20,2520,256.凹模板25,3025