-可修编-单个气孔密集气孔链状气孔Z2Z根部未焊透中间来焊透玻面来熠合
—-纵向裂纹〔热裂纹)横向裂纹严-•…(冷裂纹、热影响区裂纹)夹夹渣柬即国M朗D&国能头处中间〔X坡口〕或根部〔V、U坡口〕的钝边未完全熔合在一起而留下的局部未熔合
未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂
原因分析造成未焊透的主要原因是:对口间隙过小、坡口角度偏小、钝边厚、焊接线能量小、焊接速度快、焊接操作手法不当
防治措施⑴对口间隙严格执行标准要求,最好间隙不小于2血
⑵对口坡口角度,按照壁厚和DL/T869-2004
火力发电厂焊接技术规程
的要求,或者按照图纸的设计要求
一般壁厚小于20mm的焊口采用V型坡口,单边角度不小于30°,不小于20m的焊口采用双V型或U型等综合性坡口
⑶钝边厚度一般在左右,如果钝边过厚,采用机械打磨的方式修整,对于单V型坡口,可不留钝边
⑷根据自己的操作技能,选择适宜的线能量、焊接速度和操作手法
⑸使用短弧焊接,以增加熔透能力
〔2〕未熔合:固体金属与填充金属之间〔焊道与母材之间〕,或者填充金属之间〔多道焊时的焊道之间或焊层之间〕局部未完全熔化结合,或者在点焊〔电阻焊〕时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在
原因分析造成未熔合的主要原因是焊接线能量小,焊接速度快或操作手法不恰当
防治措施⑴适当加大焊接电流,提高焊接线能量⑵焊接速度适当,不能过快;⑶熟练操作技能,焊条〔枪〕角度正确
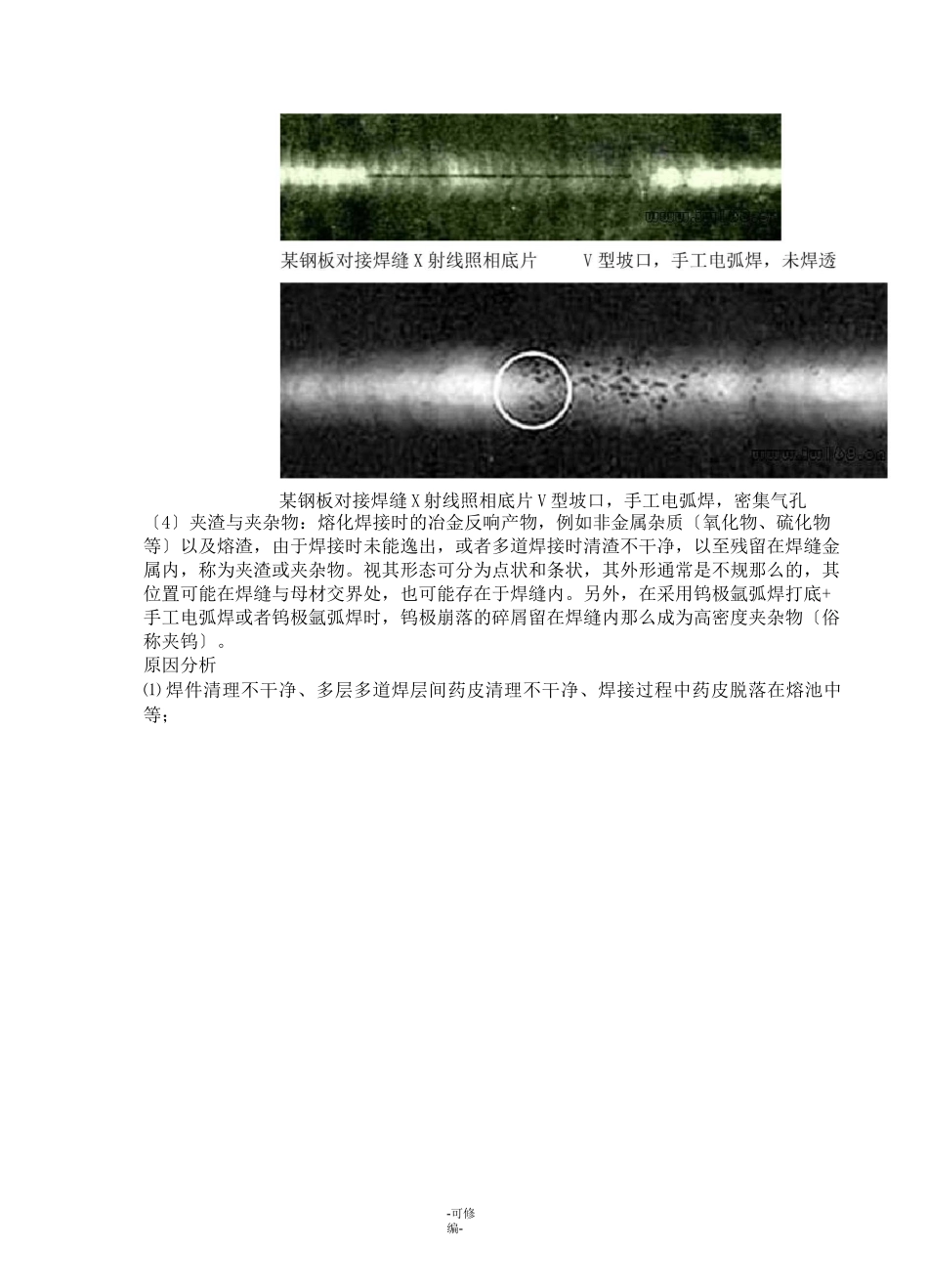
〔3〕气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或外表形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔〔包括蜂窝状气孔〕等,特别是在电弧焊中,由于冶金过程进展时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊