第一节焊条电弧焊操作技术一、基本操作技术1・引弧;引燃电弧的过程
1)直击法:焊条末端与焊件表面碰击
特点:碰击次数多;容量产生气孔;2)划擦法:焊条末端与焊件表面划擦
特点:损害焊件表面;2、运条电弧引燃后作三个方向的运动:1)焊条要以焊条熔化速度不断地向焊缝熔池送进
2)焊条沿焊接方向向前移动
焊接过程中,焊条移动速度要适当
速度过快熔池变浅变窄,造成焊缝未焊透或未熔合出现气孔、夹渣
速度过慢,焊缝余高大,焊缝宽度过宽,焊缝易烧穿和出现焊瘤
3)焊条横向摆动
摆动的目地是增加焊缝的宽度
正常焊缝的宽度为焊接直径的2-5倍
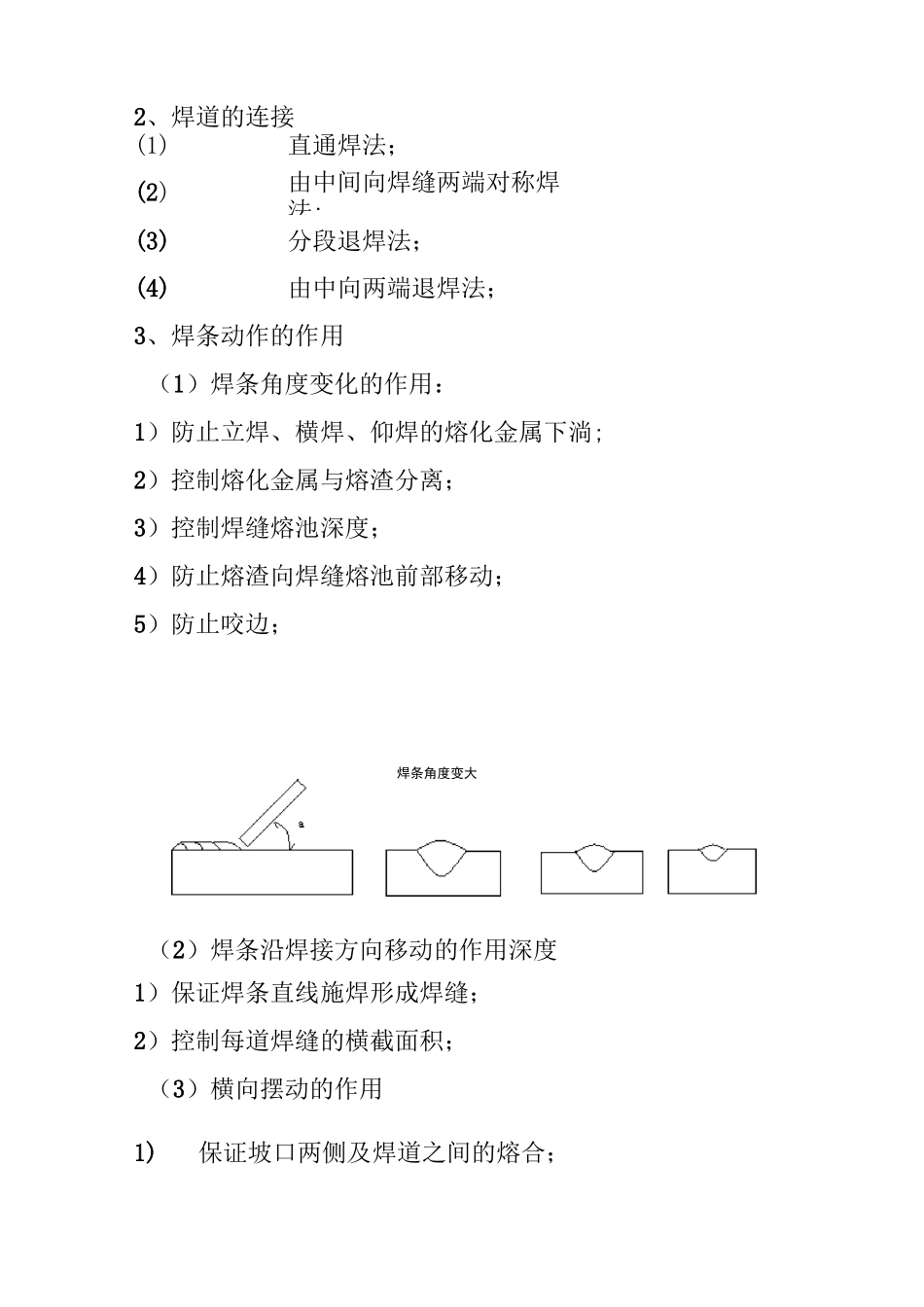
4)焊条的运条:(1)直线形;(2)直线往复形;(3)锯齿形;(4)月牙形;2、焊道的连接(1)直通焊法;(2)由中间向焊缝两端对称焊法;(3)分段退焊法;(4)由中向两端退焊法;3、焊条动作的作用(1)焊条角度变化的作用:1)防止立焊、横焊、仰焊的熔化金属下淌;2)控制熔化金属与熔渣分离;3)控制焊缝熔池深度;4)防止熔渣向焊缝熔池前部移动;5)防止咬边;焊条角度变大(2)焊条沿焊接方向移动的作用深度1)保证焊条直线施焊形成焊缝;2)控制每道焊缝的横截面积;(3)横向摆动的作用1)保证坡口两侧及焊道之间的熔合;2)控制熔化属液,使焊缝达到熔深与熔宽;(4)焊条送进的作用1)控制电弧的弧长、防止有害气体侵入焊缝熔池产生气孔;2)促进焊缝形成;3)焊接过程不断进行;4、焊道的收弧是指一条焊缝结束时采用的收弧方法,采用立即拉断会形成低于焊件表面的弧坑
1)划圈法:端部作圆圈运动;2)回焊收弧法:回焊一小段填满弧坑后断弧;二、各种焊接位置上的操作要点1・平焊位置的焊接(1)焊接特点1)焊条熔滴金属主要依靠重力向焊接熔池过渡;2)熔池形状和熔池金属容易保持;3)焊接电流比其他位置大;4)熔池金属与熔渣容混在一起造成焊缝夹渣现象;5)参数和操作不正确时,产生未焊