镀锌工艺操作规程总则1、操作规程以制造输电线路铁塔部件,金属结构件、微波通讯铁塔、铁塔构件和适合热浸镀的待加工件表面达到防腐要求为目的
2、本操作依照GB2694-81标准编著
3、本操作规程遵循节约原则
4、各部件原材料必须是能形成符合标准的镀层
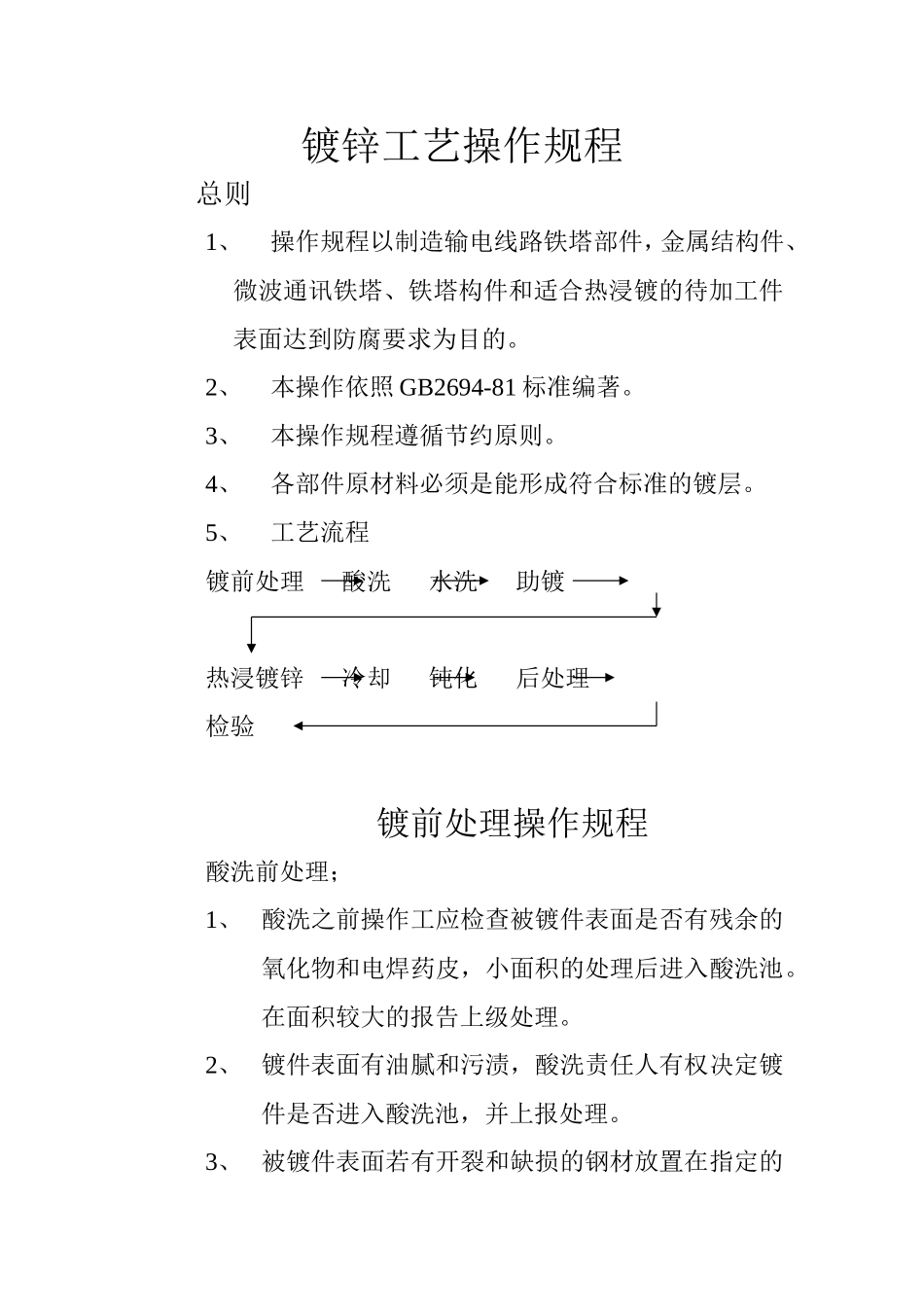
5、工艺流程镀前处理酸洗水洗助镀热浸镀锌冷却钝化后处理检验镀前处理操作规程酸洗前处理;1、酸洗之前操作工应检查被镀件表面是否有残余的氧化物和电焊药皮,小面积的处理后进入酸洗池
在面积较大的报告上级处理
2、镀件表面有油腻和污渍,酸洗责任人有权决定镀件是否进入酸洗池,并上报处理
3、被镀件表面若有开裂和缺损的钢材放置在指定的位置
4、被镀件表面因原材料钢材锈蚀严重而产生大面积的麻点,酸洗责任人应阻止此料进入酸洗池,并报与上级处理
5、检查镀件是否开有工艺孔,并上报处理
酸洗操作规程;6、采用盐酸进行酸洗,温度采用自然温度,严禁镀件过酸洗
7、酸液的配制;浓盐酸:水=2:1
(配制方法为;先将定量的清水打入酸洗池,再将浓盐酸管伸入清水水面以下注入浓盐酸
配制时加入重量比例为0
4%的OP乳化剂以防止盐酸的挥发并且加入定量的乌洛托品起到缓蚀作用
废酸洗液中可以加入一定量的NH4CL以增强铁氧化物的溶解,另外可以加入定量的CaCl2以增强废酸的除锈功能
8、合酸洗浓度为HCL5—20%,浓度低于5%用于镀件返工,严禁将返工件吊入新配制的盐酸中
9、酸洗的时间由酸洗责任人根据实际情况自已定夺,原则上按照生产上要求合理的安排酸洗次序
严禁将不同的材料(如Q235与Q345)混合在一起酸洗
10、酸洗中镀件过密需要进行翻料操作时,建议进行二次翻料操作
最后一次用高压水泵冲洗,入池前水断流后进入酸池
11、穿篦;根据不同镀件的规格穿篦
壁厚的规定;当需不同规格部件穿篦时
在下列规定下的壁厚范围可以混合穿篦4mm以下;壁厚5—8mm;