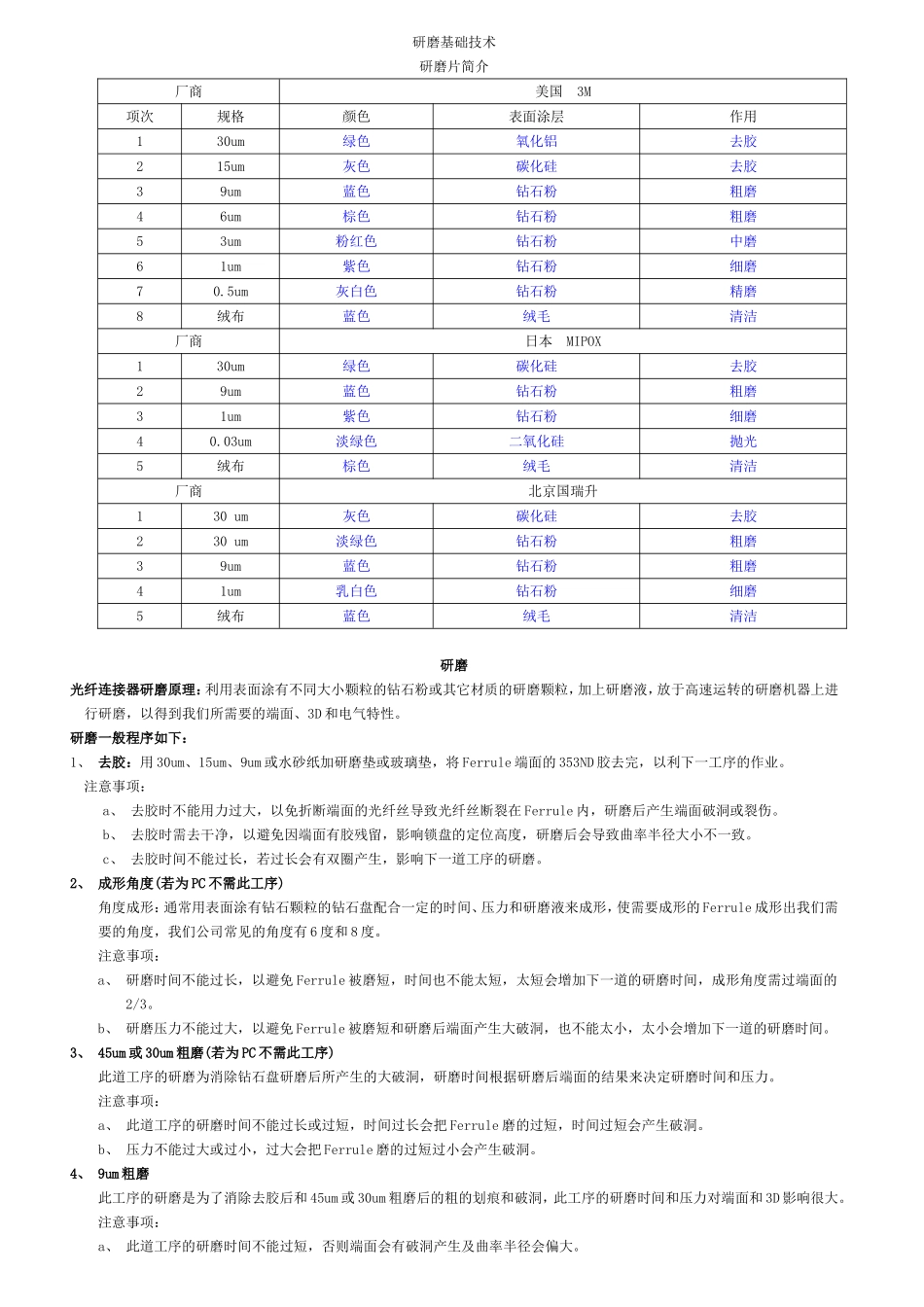
研磨基础技术研磨片简介厂商美国3M项次规格颜色表面涂层作用130um绿色氧化铝去胶215um灰色碳化硅去胶39um蓝色钻石粉粗磨46um棕色钻石粉粗磨53um粉红色钻石粉中磨61um紫色钻石粉细磨70
5um灰白色钻石粉精磨8绒布蓝色绒毛清洁厂商日本MIPOX130um绿色碳化硅去胶29um蓝色钻石粉粗磨31um紫色钻石粉细磨40
03um淡绿色二氧化硅抛光5绒布棕色绒毛清洁厂商北京国瑞升130um灰色碳化硅去胶230um淡绿色钻石粉粗磨39um蓝色钻石粉粗磨41um乳白色钻石粉细磨5绒布蓝色绒毛清洁研磨光纤连接器研磨原理:利用表面涂有不同大小颗粒的钻石粉或其它材质的研磨颗粒,加上研磨液,放于高速运转的研磨机器上进行研磨,以得到我们所需要的端面、3D和电气特性
研磨一般程序如下:1、去胶:用30um、15um、9um或水砂纸加研磨垫或玻璃垫,将Ferrule端面的353ND胶去完,以利下一工序的作业
注意事项:a、去胶时不能用力过大,以免折断端面的光纤丝导致光纤丝断裂在Ferrule内,研磨后产生端面破洞或裂伤
b、去胶时需去干净,以避免因端面有胶残留,影响锁盘的定位高度,研磨后会导致曲率半径大小不一致
c、去胶时间不能过长,若过长会有双圈产生,影响下一道工序的研磨
2、成形角度(若为PC不需此工序)角度成形:通常用表面涂有钻石颗粒的钻石盘配合一定的时间、压力和研磨液来成形,使需要成形的Ferrule成形出我们需要的角度,我们公司常见的角度有6度和8度
注意事项:a、研磨时间不能过长,以避免Ferrule被磨短,时间也不能太短,太短会增加下一道的研磨时间,成形角度需过端面的2/3
b、研磨压力不能过大,以避免Ferrule被磨短和研磨后端面产生大破洞,也不能太小,太小会增加下一道的研磨时间
3、45um或30um粗磨(若为PC不需此工序)此道工序的研磨为消除钻石盘研磨后所产