图号名称工作令号数量项目合同号压力容器制造过程关键点检验表序号项目检查内容要求检查记录检查人员日期1材料入库原材料入库手续齐全,资料完整,质量合格1
有真实有效的材质书,并核对,必要时对材料进行复验2
原始标记清楚,与材质书一致,材料标记清晰3
表面质量初检,材料无明显缺陷4
符合材料规定标准5
厚度大于30mm的20R和Q345R的钢板、大于20mm的16MnDR钢板应符合相应等级标准并进行超声波探伤6
盛装介质毒性程度为极度、高度危害的压力容器用钢板应符合相应等级标准并进行超声波探伤7
盛装介质为液化石油气且硫化氢含量大于100mg/L的压力容器用钢板应符合相应等级标准并进行超声波探伤8
受压元件用材料需经监检合格2生产投料投料按图样及工艺过程卡的规定进行1
投料单符合投料规定,材料、尺寸和数量正确无误2
代用材料有材料代用申请单,有设计、审核等责任人员签署同意,并在过程卡中填写3
标记及时移植3生产领料领料单内容完整,与实物相符1
领料单数据与实物相符2
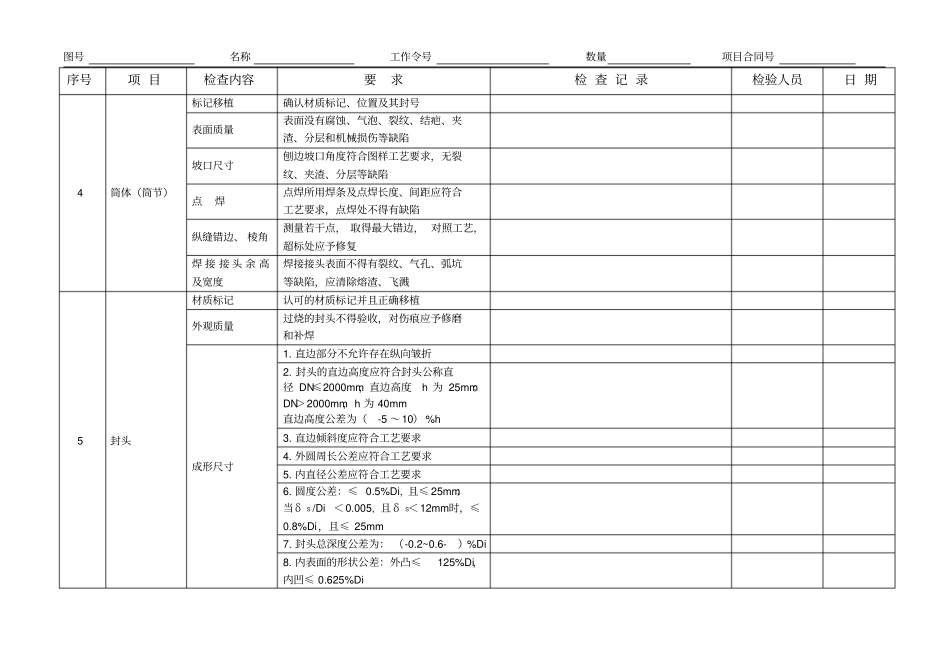
仓库保管人员做好材料发放台帐图号名称工作令号数量项目合同号序号项目检查内容要求检查记录检验人员日期4筒体(筒节)标记移植确认材质标记、位置及其封号表面质量表面没有腐蚀、气泡、裂纹、结疤、夹渣、分层和机械损伤等缺陷坡口尺寸刨边坡口角度符合图样工艺要求,无裂纹、夹渣、分层等缺陷点焊点焊所用焊条及点焊长度、间距应符合工艺要求,点焊处不得有缺陷纵缝错边、棱角测量若干点,取得最大错边,对照工艺,超标处应予修复焊接接头余高及宽度焊接接头表面不得有裂纹、气孔、弧坑等缺陷,应清除熔渣、飞溅5封头材质标记认可的材质标记并且正确移植外观质量过烧的封头不得验收,对伤痕应予修磨和补焊成形尺寸1
直边部分不允许存在纵向皱折2
封头的直边高度应符合封头公称直径DN≤2000mm,直边高度h为25mm;DN>2000mm,h为40mm直边高度公差