铜陵学院毕业设计-1-第一章工况分析1
1注塑成型动作过程大型塑料注射机目前都是全液压控制
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环
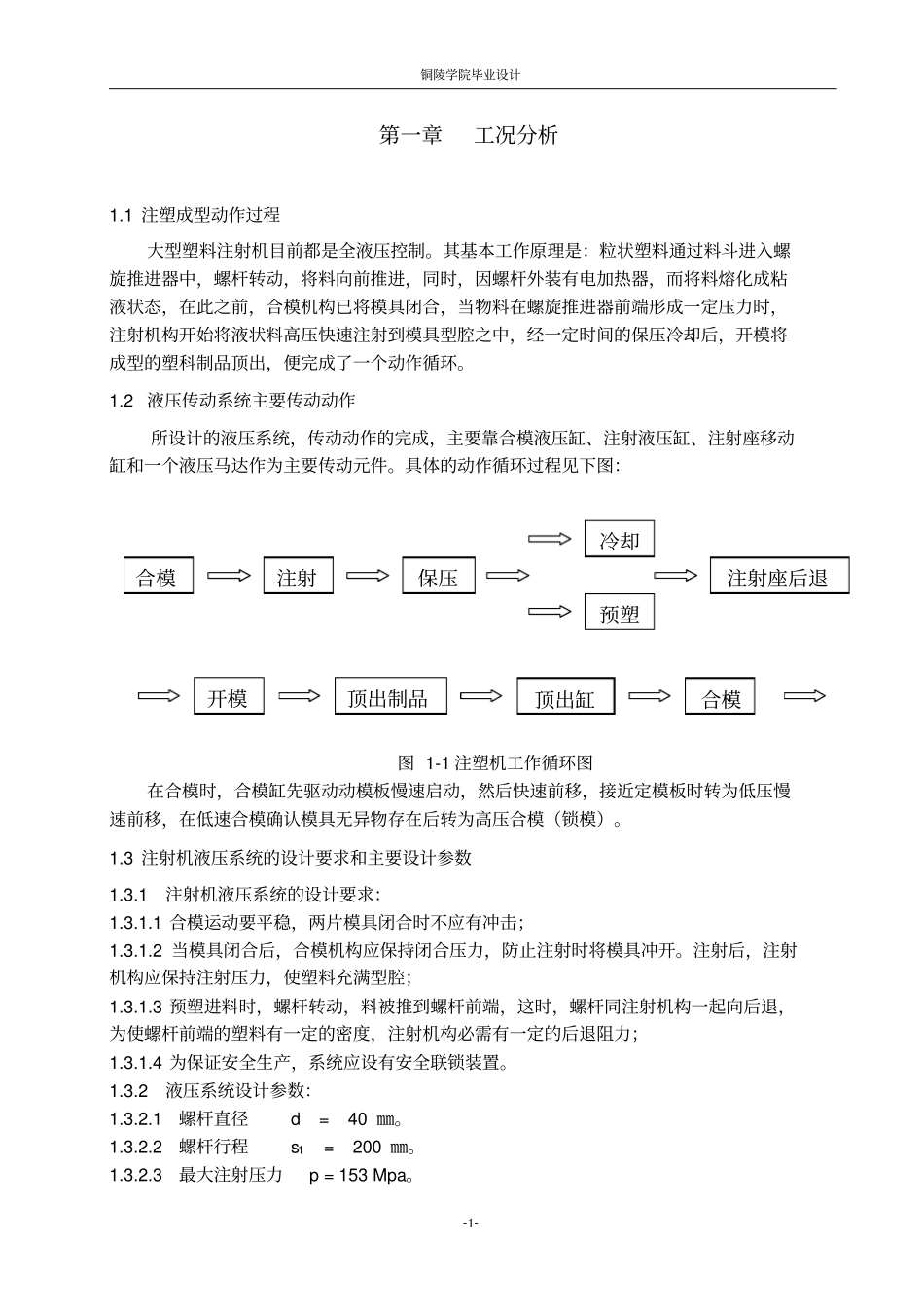
2液压传动系统主要传动动作所设计的液压系统,传动动作的完成,主要靠合模液压缸、注射液压缸、注射座移动缸和一个液压马达作为主要传动元件
具体的动作循环过程见下图:图1-1注塑机工作循环图在合模时,合模缸先驱动动模板慢速启动,然后快速前移,接近定模板时转为低压慢速前移,在低速合模确认模具无异物存在后转为高压合模(锁模)
3注射机液压系统的设计要求和主要设计参数1
1注射机液压系统的设计要求:1
1合模运动要平稳,两片模具闭合时不应有冲击;1
2当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开
注射后,注射机构应保持注射压力,使塑料充满型腔;1
3预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力;1
4为保证安全生产,系统应设有安全联锁装置
2液压系统设计参数:1
1螺杆直径d=40㎜
2螺杆行程s1=200㎜
3最大注射压力p=153Mpa
合模注射保压注射座后退冷却预塑开模顶出制品顶出缸合模包磊塑料注射成型机液压系统设计(250g)-2-1
4注射速度vW=0
5螺杆转速n=60r/min
6螺杆驱动功率PM=5KW1
7注射座最大推力Fz=3×10