xxxx部件有限公司彩喷用油漆进货检验规范文件号GJZ版本号A编制审核批准共4页第1页日期日期日期生效日期1目的规范彩喷用油漆进货检验和试验要求,确保涂料进货质量
2范围本公司所有彩喷用油漆的进货检验
3职责质管部负责检验规范的编制和检验的实施,涂装车间实施生产验证和样板的制备
4具体检验内容:4
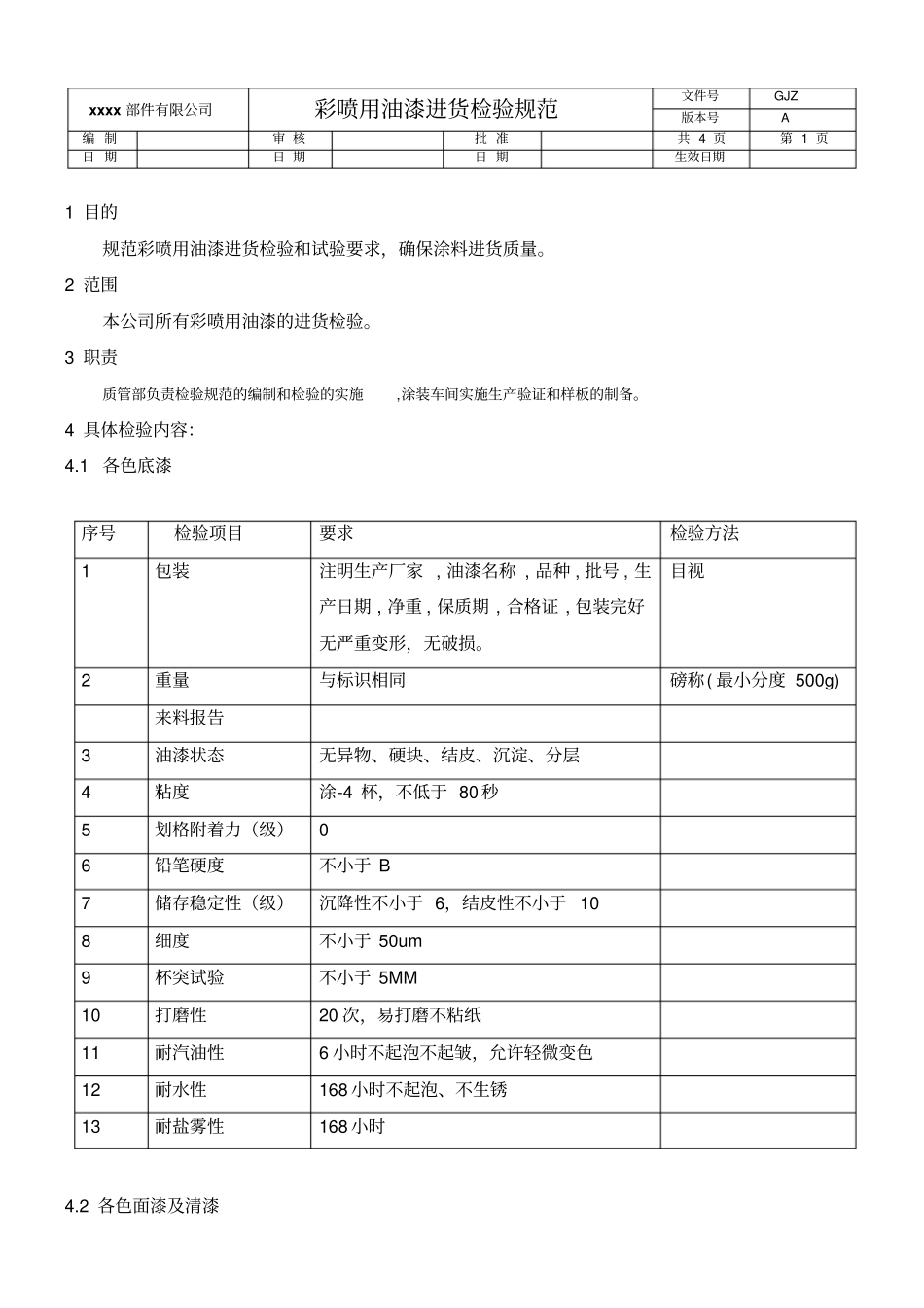
1各色底漆序号检验项目要求检验方法1包装注明生产厂家,油漆名称,品种,批号,生产日期,净重,保质期,合格证,包装完好无严重变形,无破损
目视2重量与标识相同磅称(最小分度500g)来料报告3油漆状态无异物、硬块、结皮、沉淀、分层4粘度涂-4杯,不低于80秒5划格附着力(级)06铅笔硬度不小于B7储存稳定性(级)沉降性不小于6,结皮性不小于108细度不小于50um9杯突试验不小于5MM10打磨性20次,易打磨不粘纸11耐汽油性6小时不起泡不起皱,允许轻微变色12耐水性168小时不起泡、不生锈13耐盐雾性168小时4
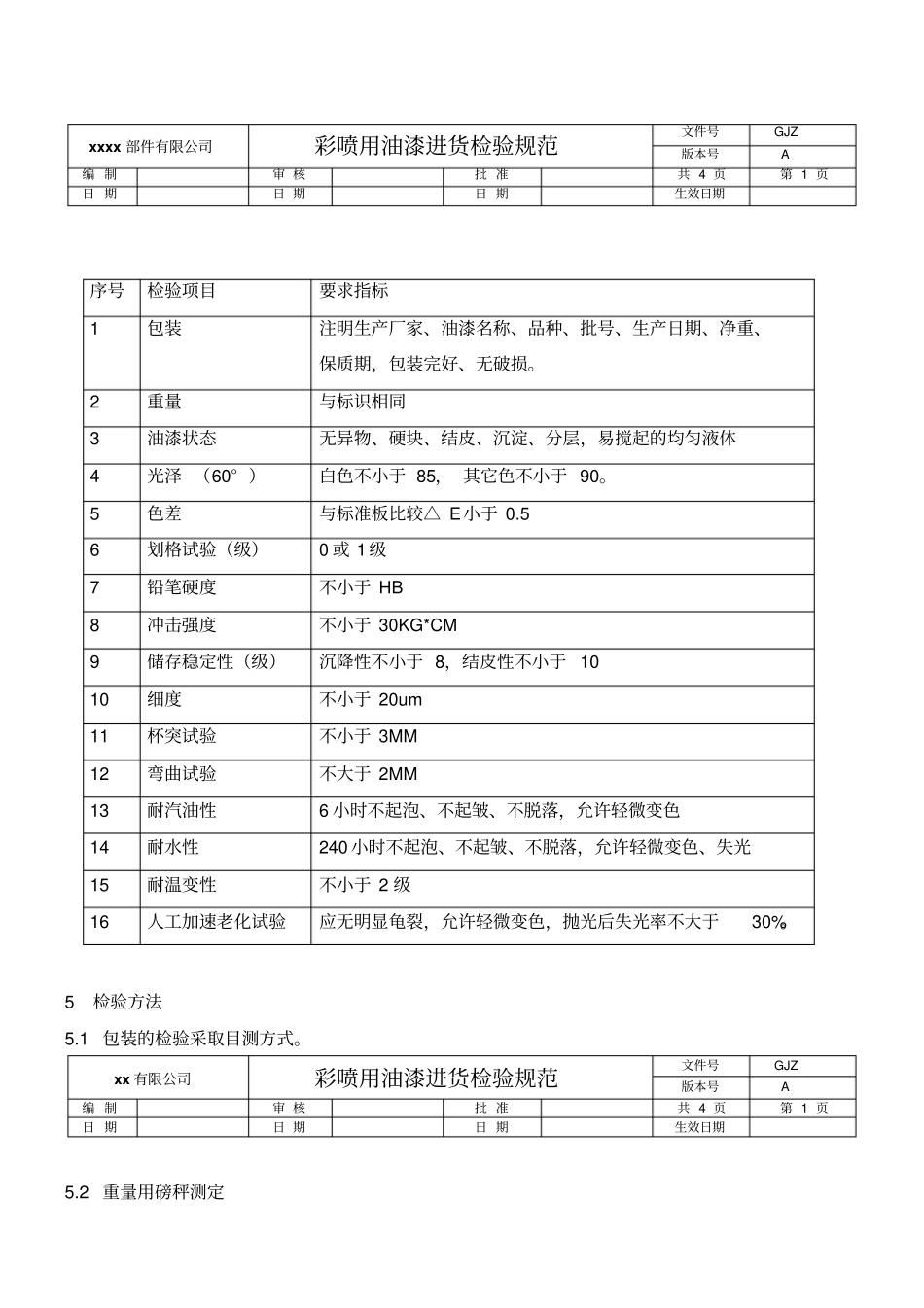
2各色面漆及清漆xxxx部件有限公司彩喷用油漆进货检验规范文件号GJZ版本号A编制审核批准共4页第1页日期日期日期生效日期序号检验项目要求指标1包装注明生产厂家、油漆名称、品种、批号、生产日期、净重、保质期,包装完好、无破损
2重量与标识相同3油漆状态无异物、硬块、结皮、沉淀、分层,易搅起的均匀液体4光泽(60°)白色不小于85,其它色不小于90
5色差与标准板比较△E小于0
56划格试验(级)0或1级7铅笔硬度不小于HB8冲击强度不小于30KG*CM9储存稳定性(级)沉降性不小于8,结皮性不小于1010细度不小于20um11杯突试验不小于3MM12弯曲试验不大于2MM13耐汽油性6小时不起泡、不起皱、不脱落,允许轻微变色14耐水性240小时不起泡、不起皱、不脱落,允许轻微变色、失光15耐温变性不小于2级16人工加速老化试验应无明显龟裂,允许轻微变色,抛光后失光率不大于