15CrMo钢与16Mn钢焊接工艺设计说明书指导教师:XX学生:XX(XX大学机械与材料学院)摘要:本文通过分析15CrMo钢与16Mn钢的化学成份和及其相关性能,对所给材料的焊接性能进行了重点分析
15CrMo钢与16Mn钢对接采用的接头形式为平板焊缝对接接头,所选用的焊接方法为手工电弧焊
根据有关的数据依据,制定了合理的焊接工艺,并分析工艺的合理性,同时还阐述了焊接前的准备工作、焊接中的注意事项以及焊后的检验处理工作以保证获得质量好的焊缝
关键字:15CrMo钢与16Mn钢;焊接性能;焊接工艺;焊后检验1
母材成分和焊接性分析待焊母材为15CrMo钢与16Mn钢两个,规格:一6X100X300,平板对接
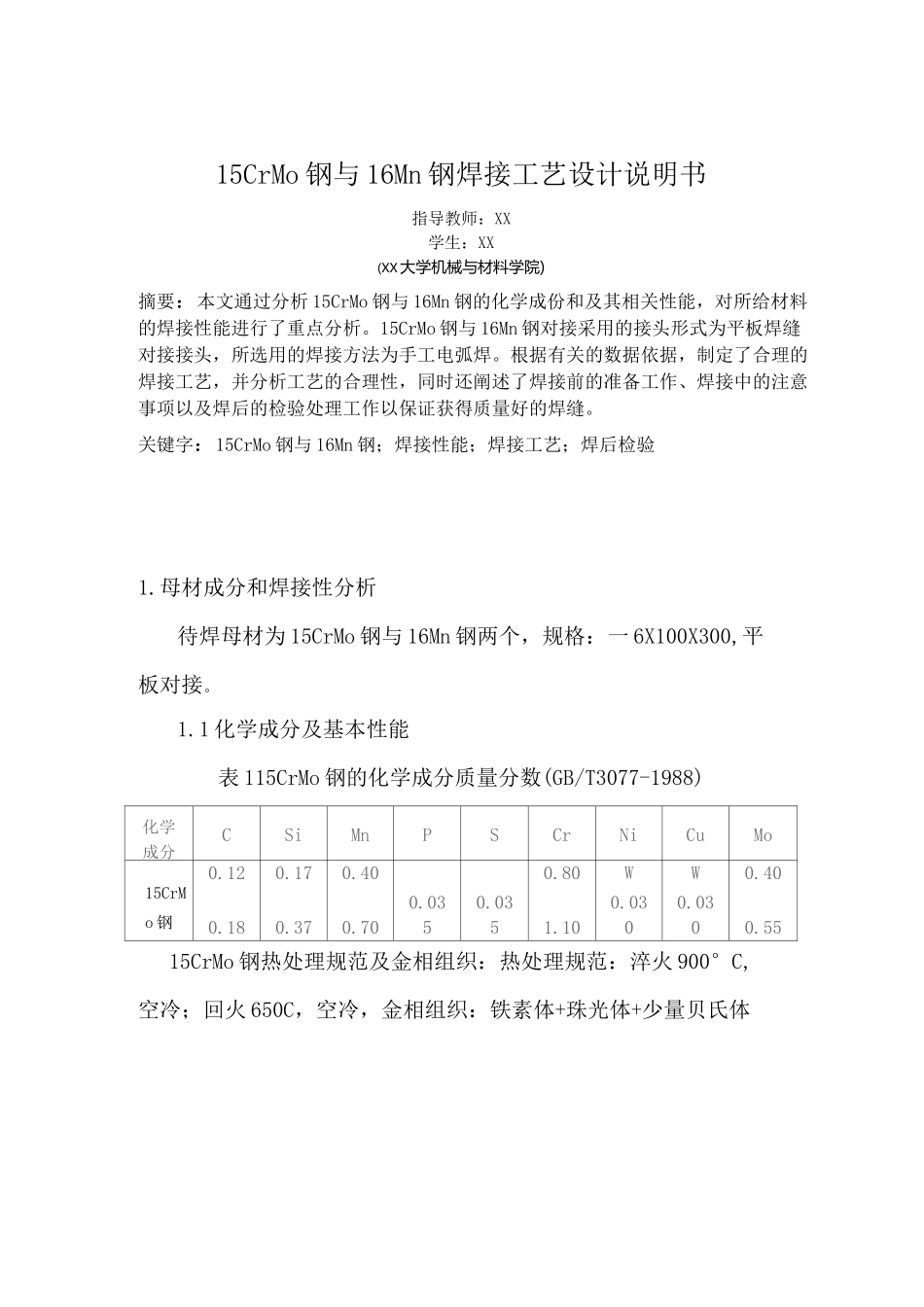
1化学成分及基本性能表115CrMo钢的化学成分质量分数(GB/T3077-1988)化学成分CSiMnPSCrNiCuMo0
4015CrM0
5515CrMo钢热处理规范及金相组织:热处理规范:淬火900°C,空冷;回火650C,空冷,金相组织:铁素体+珠光体+少量贝氏体表215CrMo钢的室温力学性能(GB/T3077-1988)钢种抗拉强度ob(MPa)屈服强度os(MPa)冲击功Akv(J)硬度(HB)伸长率(%)15CrMo钢$440(45)$295(30)94179280表316Mn钢的化学成分质量分数(GB/T1591-1988)化学成分CSiMnPSCrNiCu15CrMo钢0
2516Mn钢主要特性:综合性能好,低温性能好,冷冲压性能,焊接性能和可切削性能好
热处理:控轧,正火等等
表4i6Mn钢的室温力学性能(GB/T1591—1988)钢