数控钻床故障判断辅助功能我们自主的软件还有许多实用的功能,因为操作工不懂机床只知道操作,而维修工又不会操作,导致这些实用的功能不能充分利用起来
其实这些功能对于设备的故障判断有着非常强大的辅助功能,有效利用他们就能让你的故障判断更加准确快捷
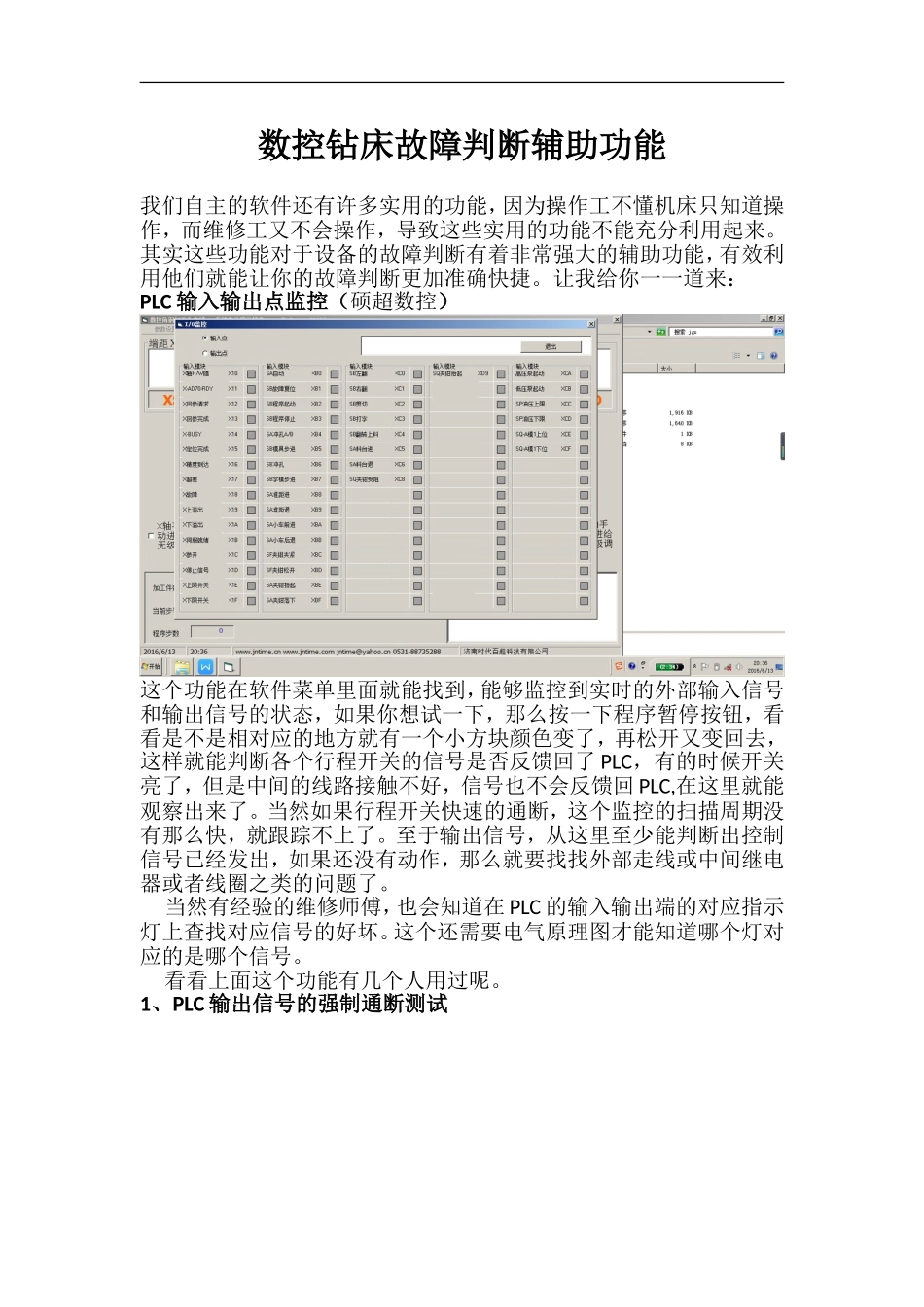
让我给你一一道来:PLC输入输出点监控(硕超数控)这个功能在软件菜单里面就能找到,能够监控到实时的外部输入信号和输出信号的状态,如果你想试一下,那么按一下程序暂停按钮,看看是不是相对应的地方就有一个小方块颜色变了,再松开又变回去,这样就能判断各个行程开关的信号是否反馈回了PLC,有的时候开关亮了,但是中间的线路接触不好,信号也不会反馈回PLC,在这里就能观察出来了
当然如果行程开关快速的通断,这个监控的扫描周期没有那么快,就跟踪不上了
至于输出信号,从这里至少能判断出控制信号已经发出,如果还没有动作,那么就要找找外部走线或中间继电器或者线圈之类的问题了
当然有经验的维修师傅,也会知道在PLC的输入输出端的对应指示灯上查找对应信号的好坏
这个还需要电气原理图才能知道哪个灯对应的是哪个信号
看看上面这个功能有几个人用过呢
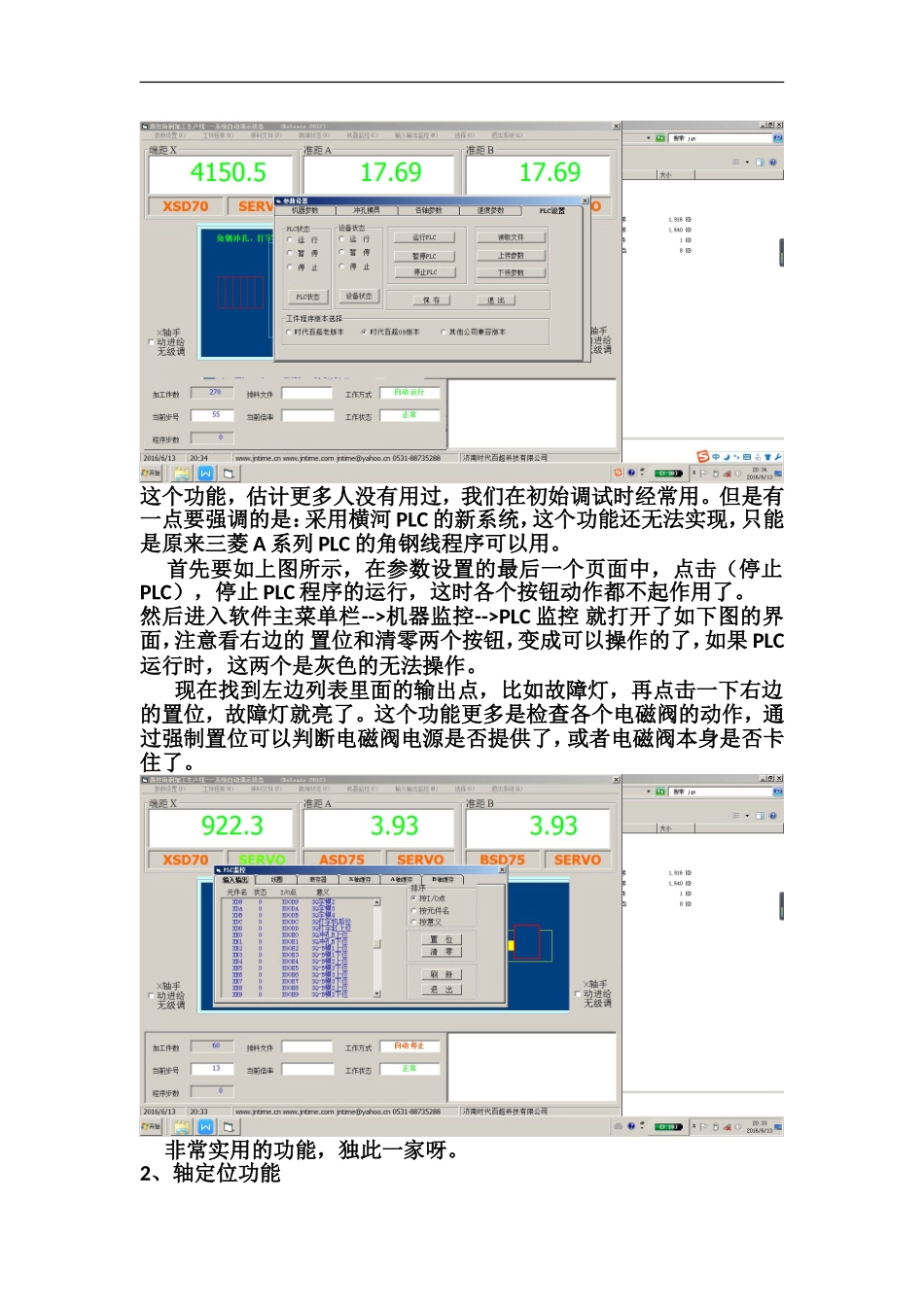
1、PLC输出信号的强制通断测试这个功能,估计更多人没有用过,我们在初始调试时经常用
但是有一点要强调的是:采用横河PLC的新系统,这个功能还无法实现,只能是原来三菱A系列PLC的角钢线程序可以用
首先要如上图所示,在参数设置的最后一个页面中,点击(停止PLC),停止PLC程序的运行,这时各个按钮动作都不起作用了
然后进入软件主菜单栏-->机器监控-->PLC监控就打开了如下图的界面,注意看右边的置位和清零两个按钮,变成可以操作的了,如果PLC运行时,这两个是灰色的无法操作
现在找到左边列表里面的输出点,比如故障灯,再点击一下右边的置位,故障灯就亮了
这个功能更多是检查各个电磁阀的动作,通过强制置位可以判断电磁阀电源是否提