设计知识点1
压边圈和气垫的关系气垫使用行程=压边圈行程+空行程(最小20-25)
有预加速还需考虑预加速行程2
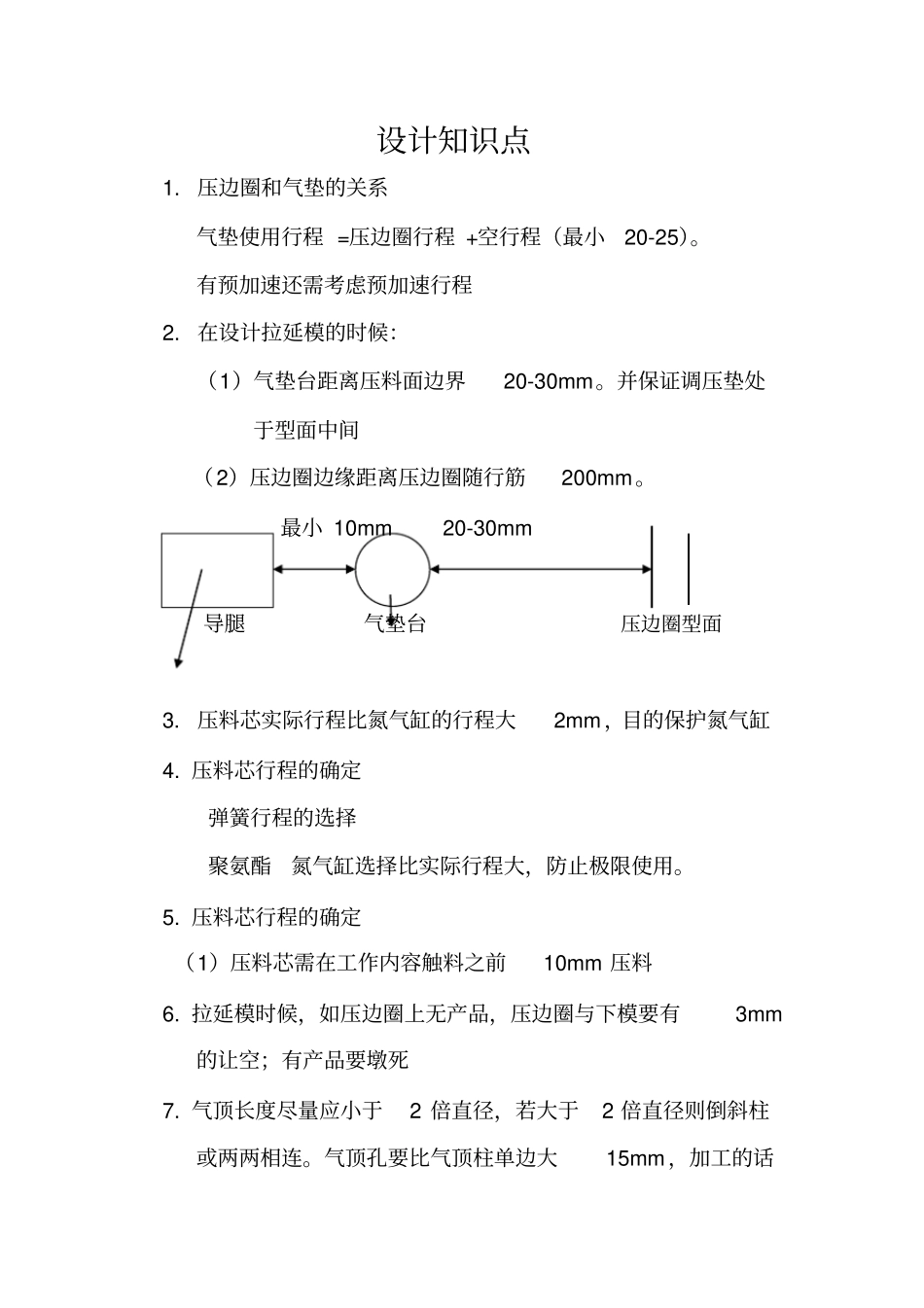
在设计拉延模的时候:(1)气垫台距离压料面边界20-30mm
并保证调压垫处于型面中间(2)压边圈边缘距离压边圈随行筋200mm
最小10mm20-30mm导腿气垫台压边圈型面3
压料芯实际行程比氮气缸的行程大2mm,目的保护氮气缸4
压料芯行程的确定弹簧行程的选择聚氨酯氮气缸选择比实际行程大,防止极限使用
压料芯行程的确定(1)压料芯需在工作内容触料之前10mm压料6
拉延模时候,如压边圈上无产品,压边圈与下模要有3mm的让空;有产品要墩死7
气顶长度尽量应小于2倍直径,若大于2倍直径则倒斜柱或两两相连
气顶孔要比气顶柱单边大15mm,加工的话单边大10mm
调压垫块与墩死应尽可能在同一Z轴方向上,具体做法与任务书一致
调压垫块间距保持在400左右,要均匀分布
拉延中的导板尺寸及位置(1)导板的安装位置约在凸模长度方向的1/6处
(2)导板导向面的宽度约占凸模长度的1/5-1/4,修边冲孔时为1/4-1/6
(3)导板高度>压边圈行程+30%
(4)导板安装面要凸出分模线3~5mm,便于加工
(5)插铣刀分50、63、80三种,长度分别为300、350(400)、500,加工极限分别为290、340(390)、490,80刀仅限于粗加工,精加工用50和63刀
另400长63刀并不保证车间有,有时候不买二
修边、冲孔1
隐冲的4项基本原则(一定要记住)(1)有隐冲时的压料芯必须用导柱导向
(2)有隐冲时压料芯必须加盖板(有时用聚氨酯卸料组件)盘起p262(3)压料芯和下模之间要有凸凹垫块(上凹下凸)
作用:导向防止冲头折断(4)压料芯z方向行程必须比机构行程大
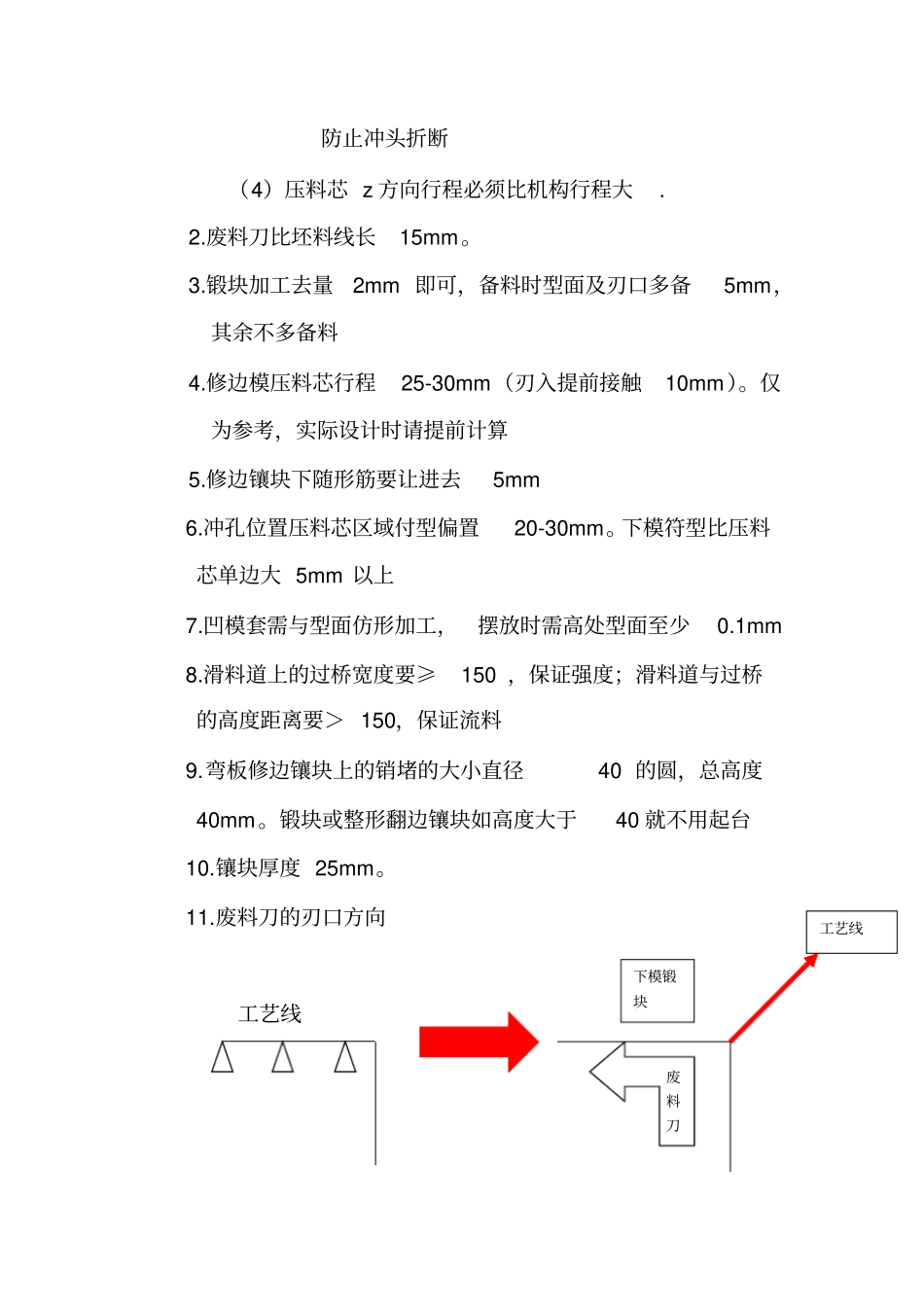
废料刀比坯料线长15mm
锻块加工去量2mm即可,备料时型面及刃口多备5mm