会签级密内部工艺文件激光打标机操作规程1)册第(共(1)册工艺文件号编工艺文件阶段标记S编制校对审核标检批准上海***有限公司激光打标机操作规程一、安全注意事项电动升降架1
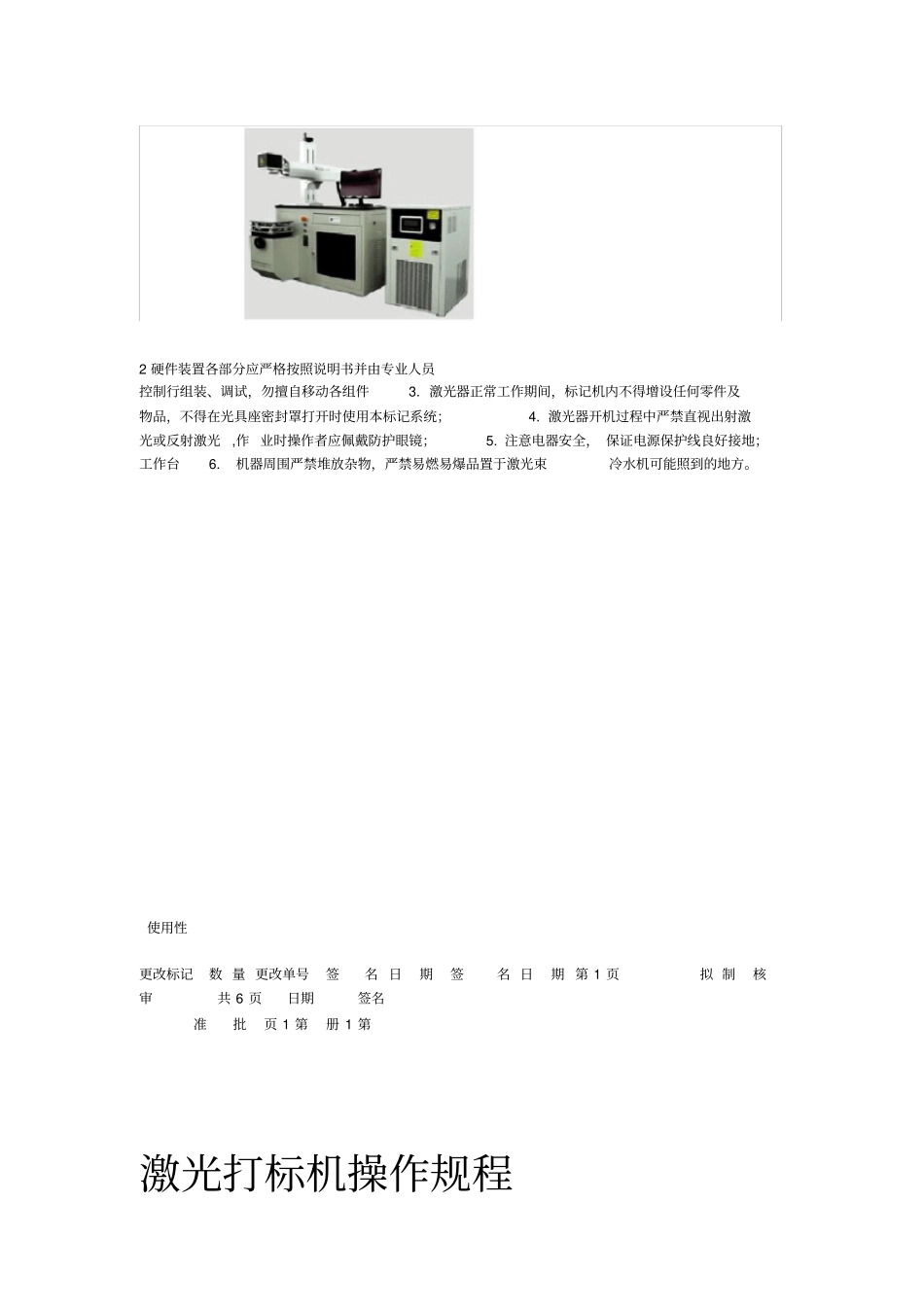
本系统的操作人员必须已接受上岗前培训;光具座工控电脑2硬件装置各部分应严格按照说明书并由专业人员控制行组装、调试,勿擅自移动各组件3
激光器正常工作期间,标记机内不得增设任何零件及物品,不得在光具座密封罩打开时使用本标记系统;4
激光器开机过程中严禁直视出射激光或反射激光,作业时操作者应佩戴防护眼镜;5
注意电器安全,保证电源保护线良好接地;工作台6
机器周围严禁堆放杂物,严禁易燃易爆品置于激光束冷水机可能照到的地方
使用性更改标记数量更改单号签名日期签名日期第1页拟制核审共6页日期签名准批页1第册1第激光打标机操作规程二、操作流程、开打开“电源总开MAINPOWE(见打开“水COOLE”开关(见注意:开机时打开“水泵COOLER”后,须在1~2分钟内启动激光电源,防止结露损坏激光器
3)打开“计算机COMPUTER”开关(见图2);4)打开工控机主机电源开关(见图4);5)打开“氦氖HE-NE;”开关(见图2)6)打开“激光LAMP”开关(见图2图1控制器柜);7)打开“扫描SCANNER”开关(见图2);8)打开激光电源上“电源开关”(见图3);9)打开Q开关电源箱上“Q电源开关”(见图5);10)按下激光电源上“启动/停止按钮”(见图3);11)调节激光电源上“调节旋钮”到设定值(见图3);12)调节Q开关电源箱上“频率调节旋钮”至频率设定值(见图5)
控制电源箱图22、关机关机次序与开机次序相反
);)调节“频率调节旋钮”至频率最小值(见图51;调节“调节旋钮”到电压最小值(见图3)2);停止按钮”(见图3)3)按下“启动/;(见图5)4)关闭Q开关控制箱“电源开关”3);5)关闭激光电源箱上的