1/6热轧带肋钢筋质检规程1、适用范围本规程适用于HRB335、HRB400热轧带肋钢筋的检验判定
2、检验及取样要求见表1表1检验项目取样数量取样部位检验取样长度mm力学性能(拉伸、冷弯)4个/批头部或尾部初检2个复检4个试样—1、试样—2长度1000mm试样—3、试样—4长度800mm3、钢筋的牌号和化学成份(要求见表2)依照生产流程卡,质检员认真填写记录
表2牌号原牌号化学成分,%执行标准CSiMnVNbTiPSCeq不大于HRB33520MnSi0
60---0
52GB1499
2-2007HRB40020MnSiV0
54GB1499
2-200720MnSiNb0
04520MnTi0
0454、钢筋的表面形状及尺寸检验4
1带肋钢筋横应符合下列规定:4
1横肋于钢筋轴线的夹角不应小于45
,该夹角不大于70
时,钢筋相对两面上横肋的方向应相反
2横肋间距不得大于钢筋公称直径的0
3横肋侧面与钢筋表面的夹角不得小于45
4钢筋相对两面上横肋未端之间的间隙(包括纵肋宽度)总和不2/6应大于钢筋公称周长的20%
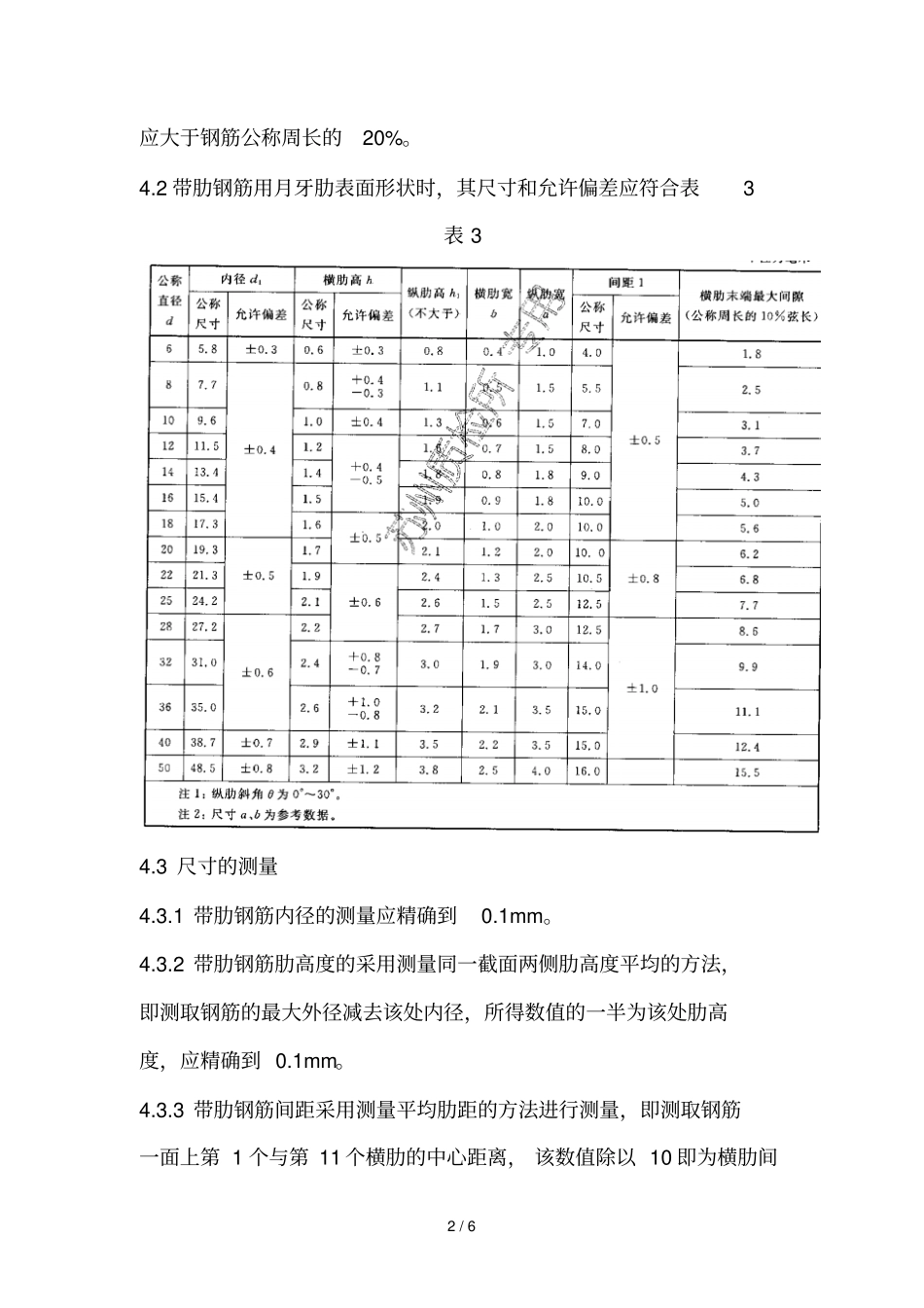
2带肋钢筋用月牙肋表面形状时,其尺寸和允许偏差应符合表3表34
3尺寸的测量4
1带肋钢筋内径的测量应精确到0
2带肋钢筋肋高度的采用测量同一截面两侧肋高度平均的方法,即测取钢筋的最大外径减去该处内径,所得数值的一半为该处肋高度,应精确到0
3带肋钢筋间