1前言焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往又会导致焊接失效
因此,在工业中一般都要对残余应力进行消除,但这种消应力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析
随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必须考虑由焊接而产生的残余应力
对于焊接后结构中的残余应力大小及分布,会因结构形式、焊接方式及材料特性的不同而不同
某核电站控制棒驱动机构(CRDM)耐压壳上部Ω环连续两年都出现了泄漏,并在检修期间进行焊接修复
焊接公司委托美国公司对修复后的结构进行了力学分析和评定
焊接残余应力的有限元计算是关键技术之一,也是难点
通过本课题的研究,掌握有限元模拟焊接过程及残余应力计算,能够提高我国焊接修复工程缺陷的分析能力,优化不符合项的处理程序,达到既节约时间和资金又满足工作性能和安全性能的目的
因此,进行焊接残余应力有限元分析技术的研究是非常有必要的
2焊接实例本文以某核电站CRDM耐压壳Ω焊接为研究对象,分析研究焊接后的残余应力分布
CRDM耐压壳包括上段是驱动杆行程套管和下段的密封壳
驱动杆行程套管与密封壳采用螺纹连接,Ω焊接密封的结构进行连接和密封
驱动杆行程套管的上端采用端塞,通过螺纹连接,Ω焊接密封的结构进行密封
CRDM耐压壳采用的这种密封结构形式是一种便于拆装的焊接密封结构,由于其内力的整体平衡主要由连接螺纹承担,Ω焊缝功能上主要起密封作用
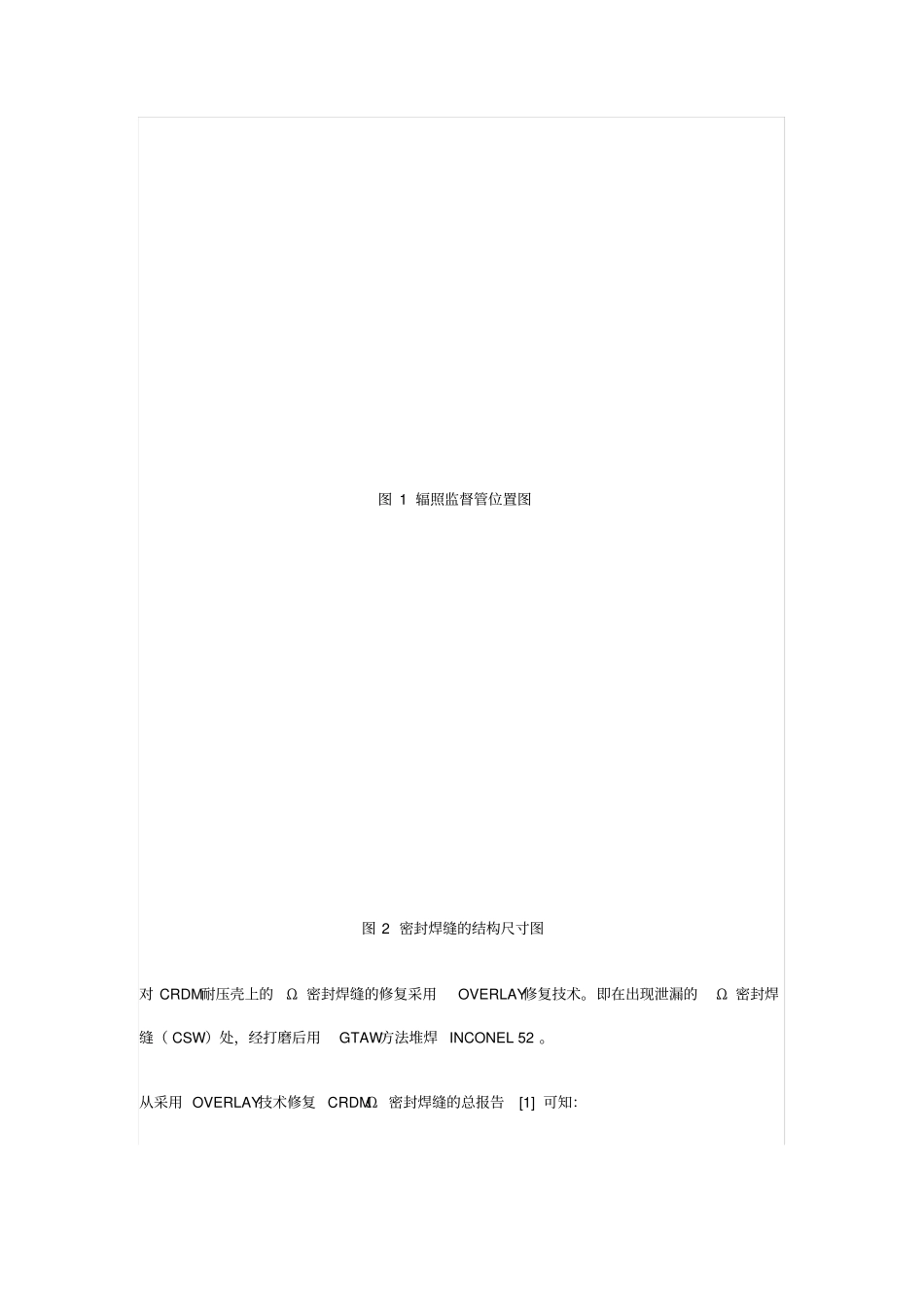
其结构及尺寸见图1和图2
图1辐照监督管位置图图2密封焊缝的结构尺寸图对CRDM耐压壳上的Ω密封焊缝的修复采用OVERLAY修复技术
即在出现泄漏的Ω密封焊缝(CSW)处,经打磨后用GTAW方法堆焊INCONEL52
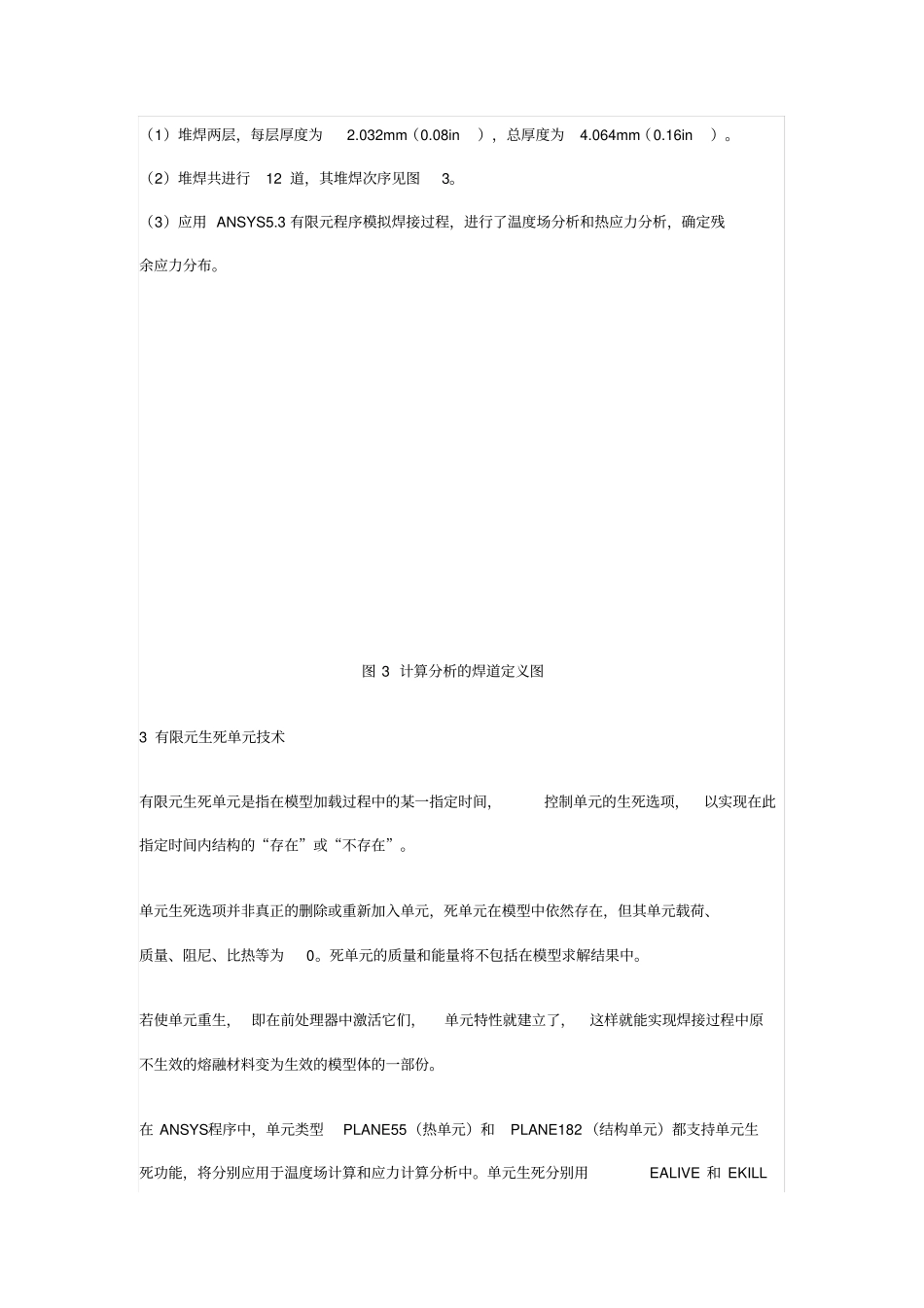
从采用OVERLAY技术修复CRDMΩ密封焊缝的总报告[1]可知:(1)堆焊两层,每层