白车身试制工装柔性化设计思路和方法白车身试制(ET)是汽车设计过程中的重要组成部分,其主要目的是对白车身设计的合理性以及制造可行性进行实车验证,同时为各类功能实验提供结构可靠的白车身
本文介绍了白车身试制工装的柔性化设计思路和实施方案
白车身试制(ET)是汽车设计过程中的重要组成部分,其主要目的是对白车身设计的合理性以及制造可行性进行实车验证,同时为各类功能实验提供结构可靠的白车身
本文介绍了白车身试制工装的柔性化设计思路和实施方案
由于市场竞争的加剧,目前各汽车主机厂的新车开发周期越来越短,要求白车身试制周期也不断缩短
从ET100%数据发布到第一台白车身焊接完成,制作周期从最初的3个月逐步缩短到2个月
白车身制作周期的缩短,意味着对试制供应商的试制能力和试制资源要求更加苛刻,且对试制成本影响也非常高
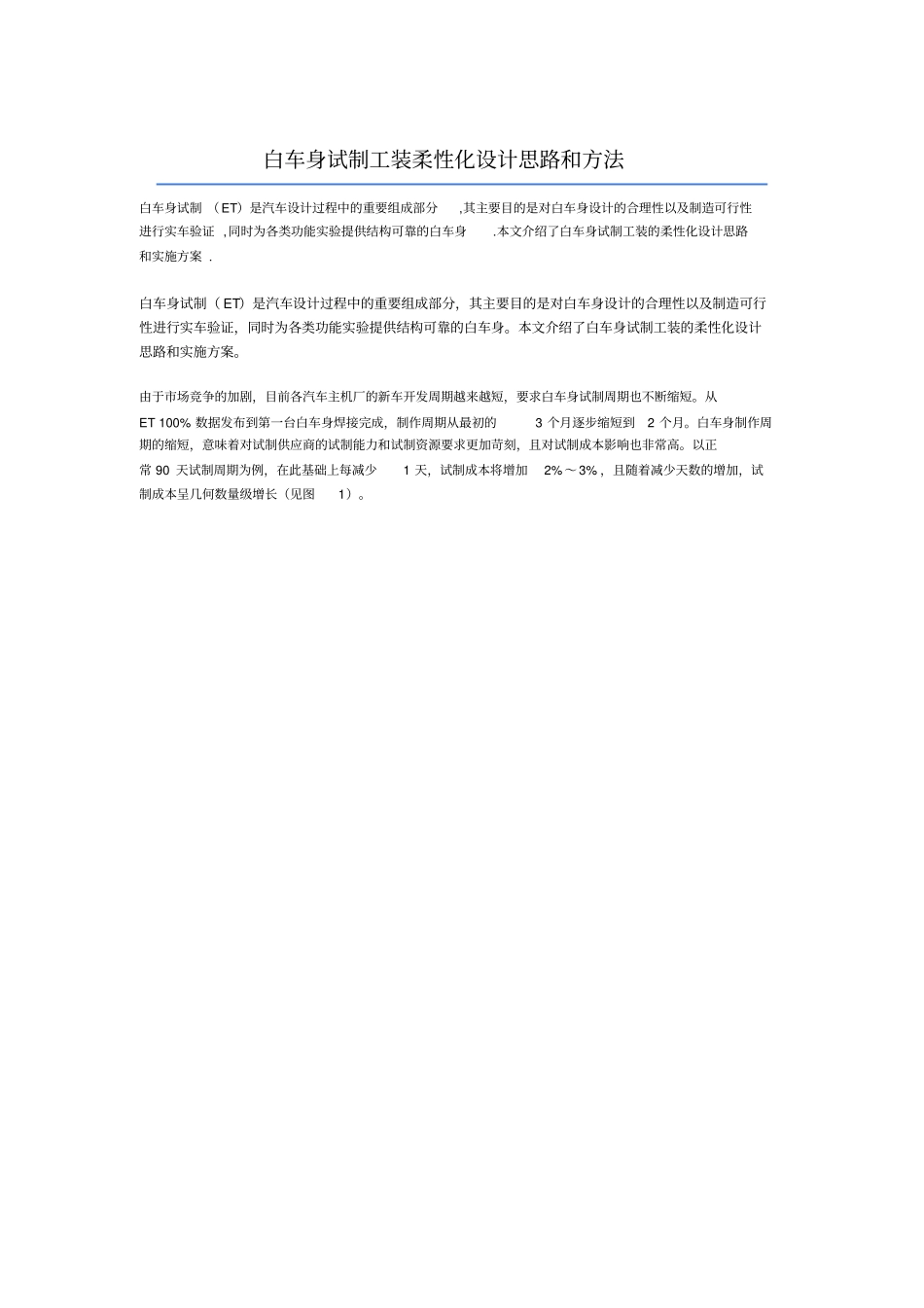
以正常90天试制周期为例,在此基础上每减少1天,试制成本将增加2%~3%,且随着减少天数的增加,试制成本呈几何数量级增长(见图1)
在试制周期逐步缩短的情况下,如何进一步降低试制成本成为试制工艺人员研究的重要课题
试制工装结构与动作原理白车身试制工装结构和功能模块较量产工装简单,夹具单元以手动为主,翻转定位较多,螺纹锁紧辅以大力钳形式
用于夹紧车身外表面的夹头使用高强度塑料,必须考虑避免在零件上造成压痕
夹具的耐磨性、刚性、精度以及重复性对试制夹具同样适用,基本采用手工操作
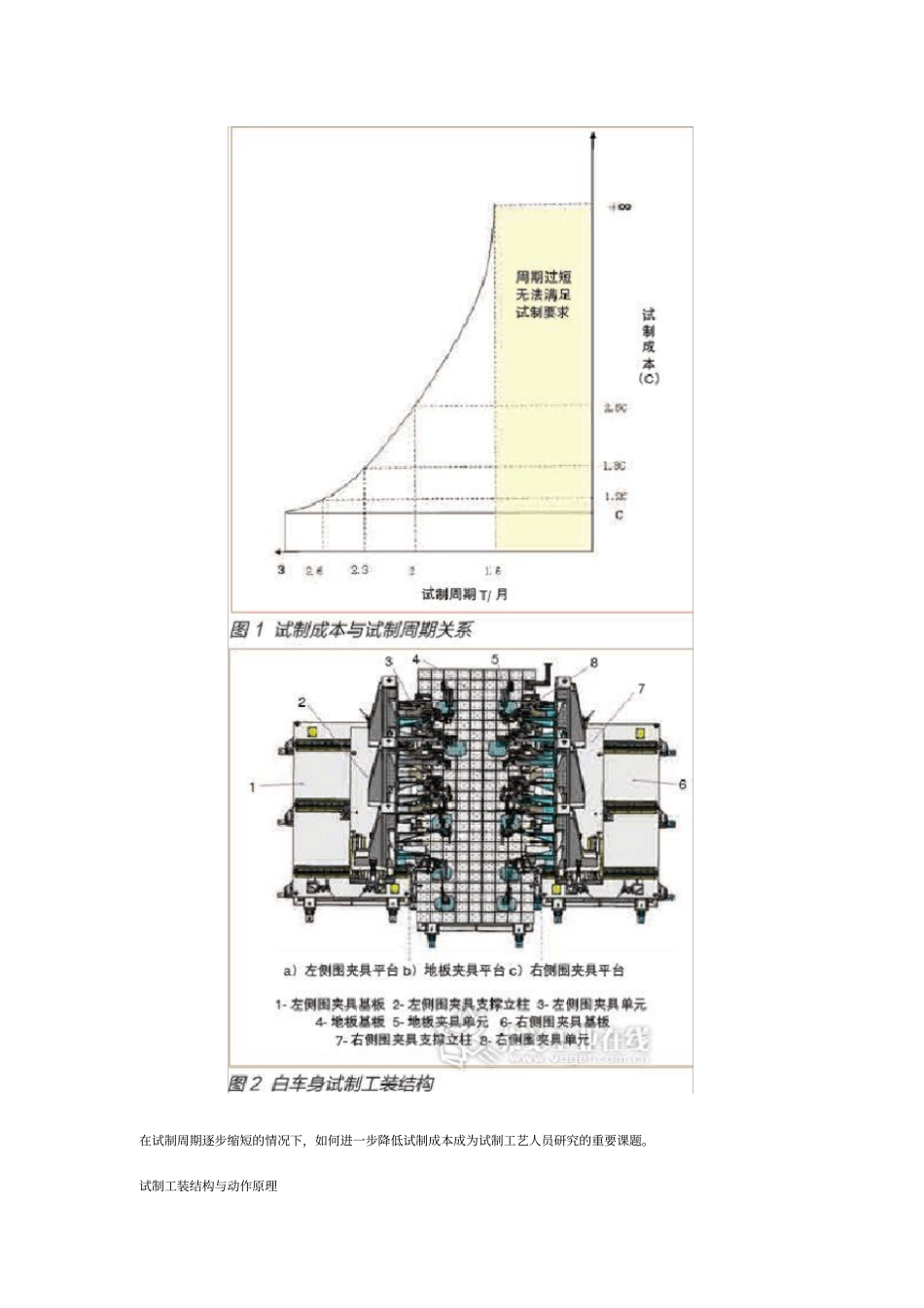
白车身试制工装主要由左侧围夹具平台、地板夹具平台和右侧围夹具平台三大部分组成
如图2所示,左侧围夹具平台由左侧围夹具基板、左侧围夹具支撑立柱及左侧围夹具单元构成;地板夹具平台由地板基板、地板夹具单元构成;右侧围夹具平台由右侧围夹具基板、右侧围夹具支撑立柱及右侧围夹具单元构成
白车身试制工装动作原理:左右侧围夹具支撑立柱回退到侧围夹具平台最外侧,插销固定;利用工装或将手工搬运将左右侧围放入左右侧围夹具平台