磨床作业指导书及操作规范文件编号:版本/版次:A/0页次:1/31.目的:规范安全操作,防患于未然,杜绝安全隐患以达到安全生产
并保证加工质量
2.范围:磨床加工所有人员
作业内容:3
新砂轮平衡前要检查砂轮是否有裂纹,首次使用的砂轮要至少空转5分转,之后每次使用砂轮前至少要空转1分钟
砂轮切勿超速使用,要根据砂轮直径选择合适的速度,线速度不超过33m/s
(V=∏DN)
加工中及砂轮旋转中,禁止打开砂轮防护盖
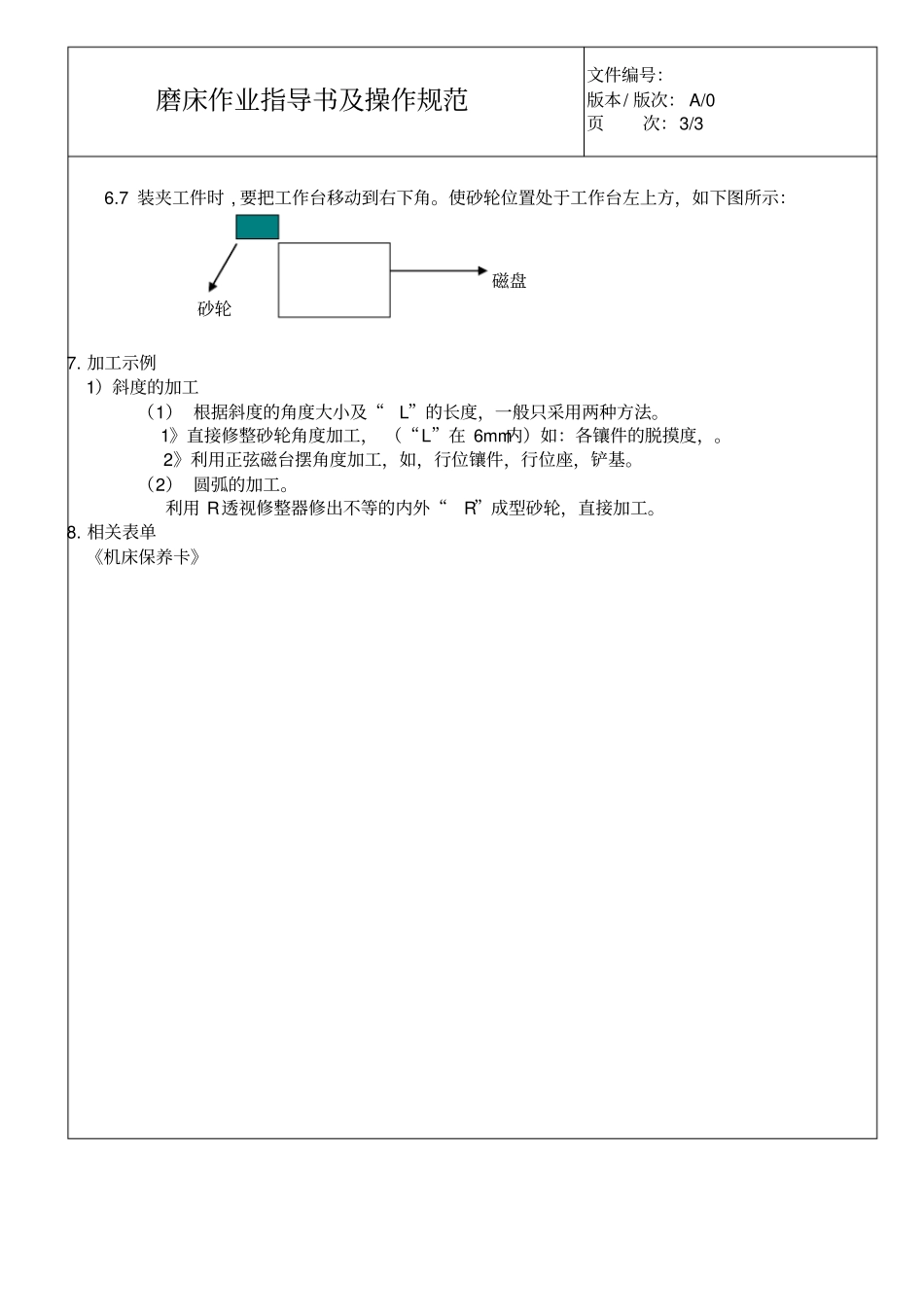
拆卸工件及擦拭工作台时,工作台要移动到右下角;工件或垫块从工作台右边方向取出,尽量用右手操作
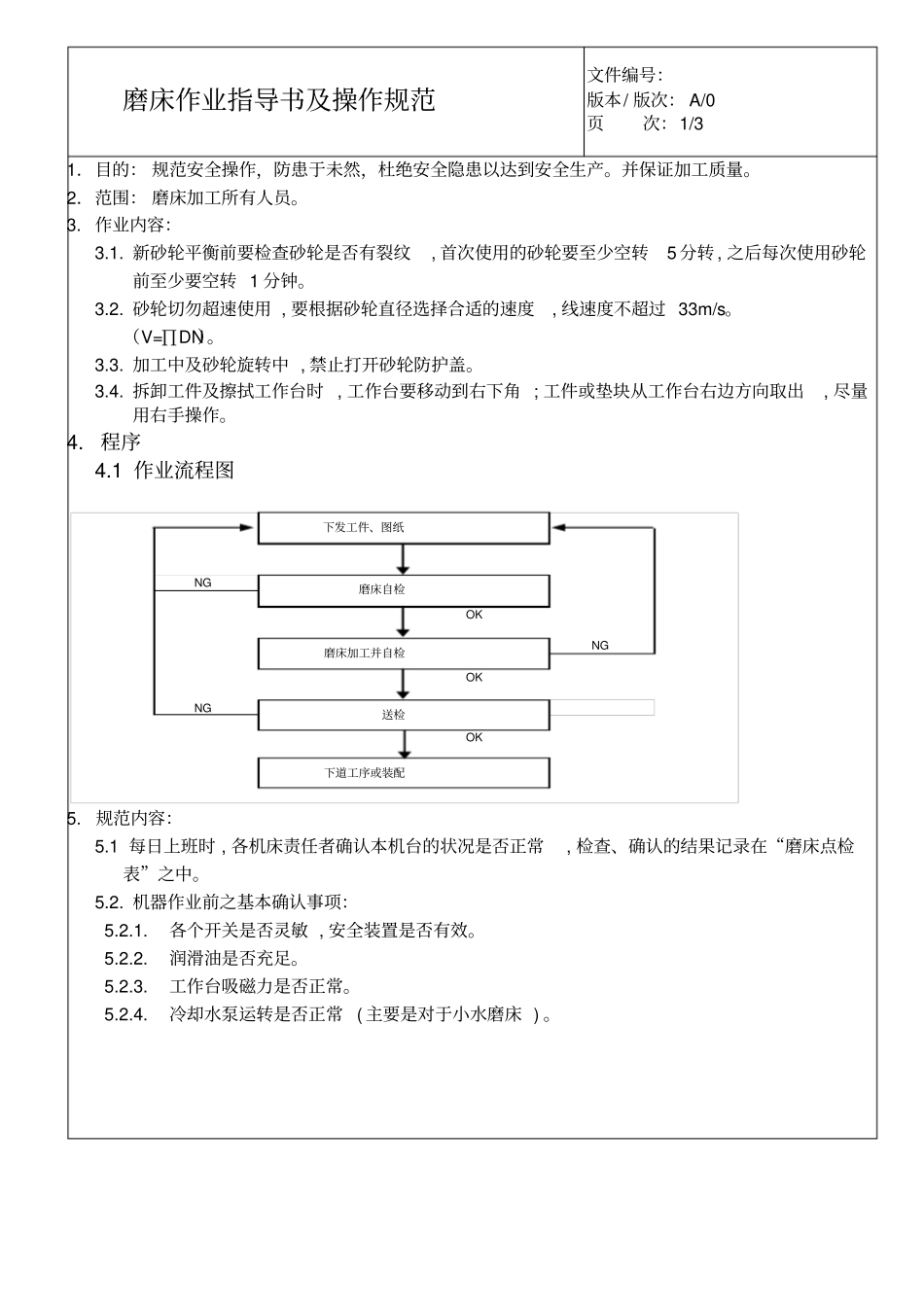
1作业流程图NGOKNGOKNGOK下道工序或装配下发工件、图纸送检磨床自检磨床加工并自检5
规范内容:5
1每日上班时,各机床责任者确认本机台的状况是否正常,检查、确认的结果记录在“磨床点检表”之中
机器作业前之基本确认事项:5
各个开关是否灵敏,安全装置是否有效
润滑油是否充足
工作台吸磁力是否正常
冷却水泵运转是否正常(主要是对于小水磨床)
磨床作业指导书及操作规范文件编号:版本/版次:A/0页次:2/35
机床前、后、左、右、上、下各方向移动、滑动是否正常
基本作业:5
用干净布将工作台上的防锈油擦净
根据工件材质及加工工序,装上已平衡好的所需规格的砂轮
使用钻石修刀修整砂轮底面,或于需要时修整其侧面
再次将工作台擦拭干净,轻置工件于工作台上,并利用侧面挡板和垫块准确将工件定位,并上磁固定
,固定后再确认,才开始加工
将砂轮移动到工作位置侧面、底面对刀
磨削对刀时,需于容易接触之工件表面上涂上颜色,对刀时以砂轮擦掉该颜色为准;磨削进量要均匀,且只有当砂轮离开工件时方可进刀