钢筋闪光对焊作业指导书X/XXXX04-2002钢筋闪光对焊作业指导书编制人编制单位审核人批准人实施日期11、目的保证施工工艺在受控状态下,符合规定的要求运行
2、适用范围适用于施工现场钢筋闪光对焊操作工艺
1技术科为归口管理部门
2质安科负责具体管理、监督工作
3项目部负责具体实施
4、工作程序4
1基本工作要求
1对焊操作人员必须持有合格证
2在钢筋焊接生产中,应按照国家规范中的规定,进行焊前检验(接头的各项性能试验和质量检验)
3钢筋焊接应根据对焊钢筋的品种、直径,并按《钢筋焊接及验收规程》选择闪光焊接工艺
4每台对焊机须配备单独的电流表和电压表,掌握电压的波动,若电压下降大于5%,小于8%时,变压器级数应适当提高,电压下降大于或等于8%时,应立即停止焊接
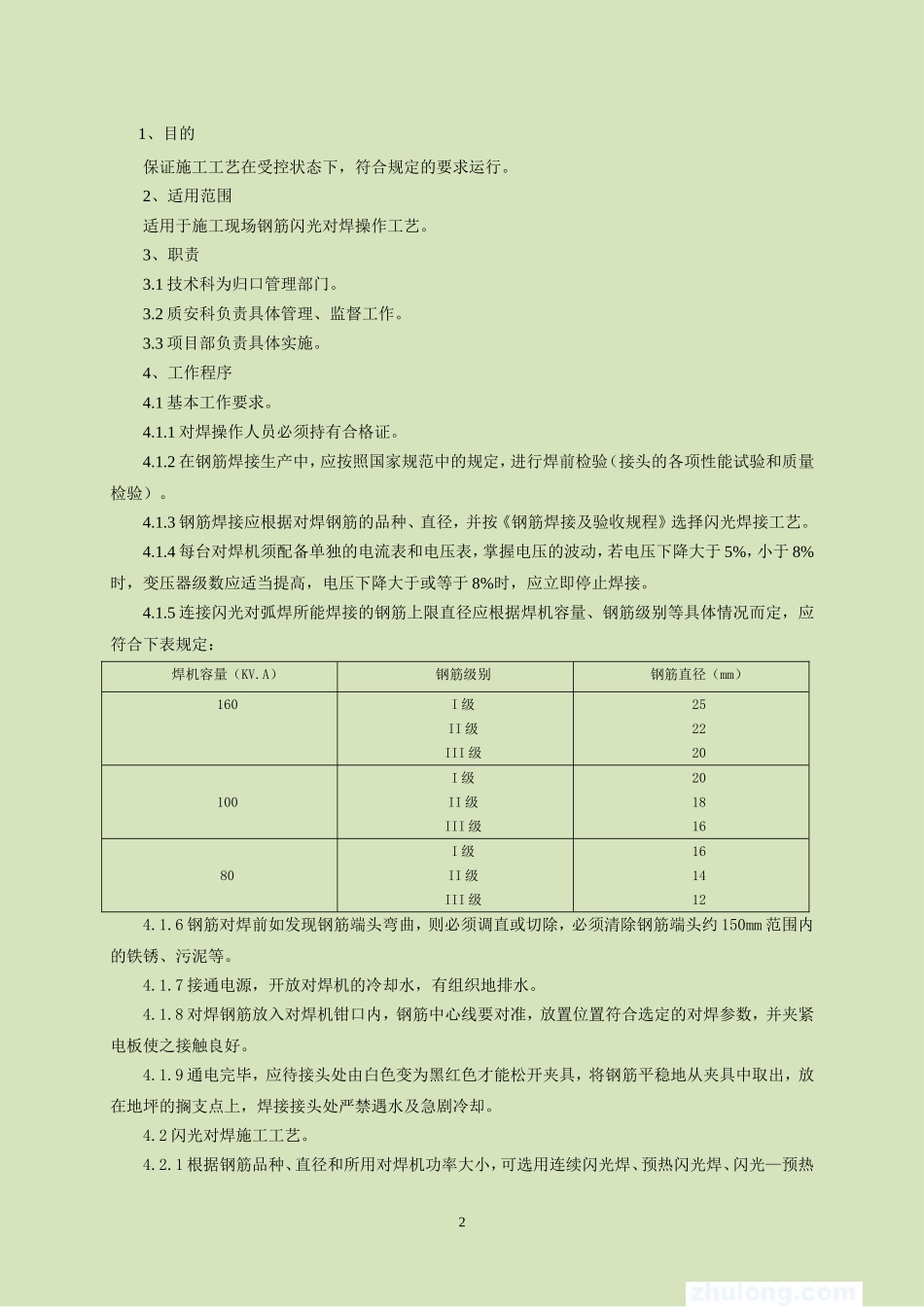
5连接闪光对弧焊所能焊接的钢筋上限直径应根据焊机容量、钢筋级别等具体情况而定,应符合下表规定:焊机容量(KV
A)钢筋级别钢筋直径(mm)160I级II级III级252220100I级II级III级20181680I级II级III级1614124
6钢筋对焊前如发现钢筋端头弯曲,则必须调直或切除,必须清除钢筋端头约150mm范围内的铁锈、污泥等
7接通电源,开放对焊机的冷却水,有组织地排水
8对焊钢筋放入对焊机钳口内,钢筋中心线要对准,放置位置符合选定的对焊参数,并夹紧电板使之接触良好
9通电完毕,应待接头处由白色变为黑红色才能松开夹具,将钢筋平稳地从夹具中取出,放在地坪的搁支点上,焊接接头处严禁遇水及急剧冷却
2闪光对焊施工工艺
1根据钢筋品种、直径和所用对焊机功率大小,可选用连续闪光焊、预热闪光焊、闪光—预热2—闪光等对焊工艺
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性
(1)连续闪光焊工艺过