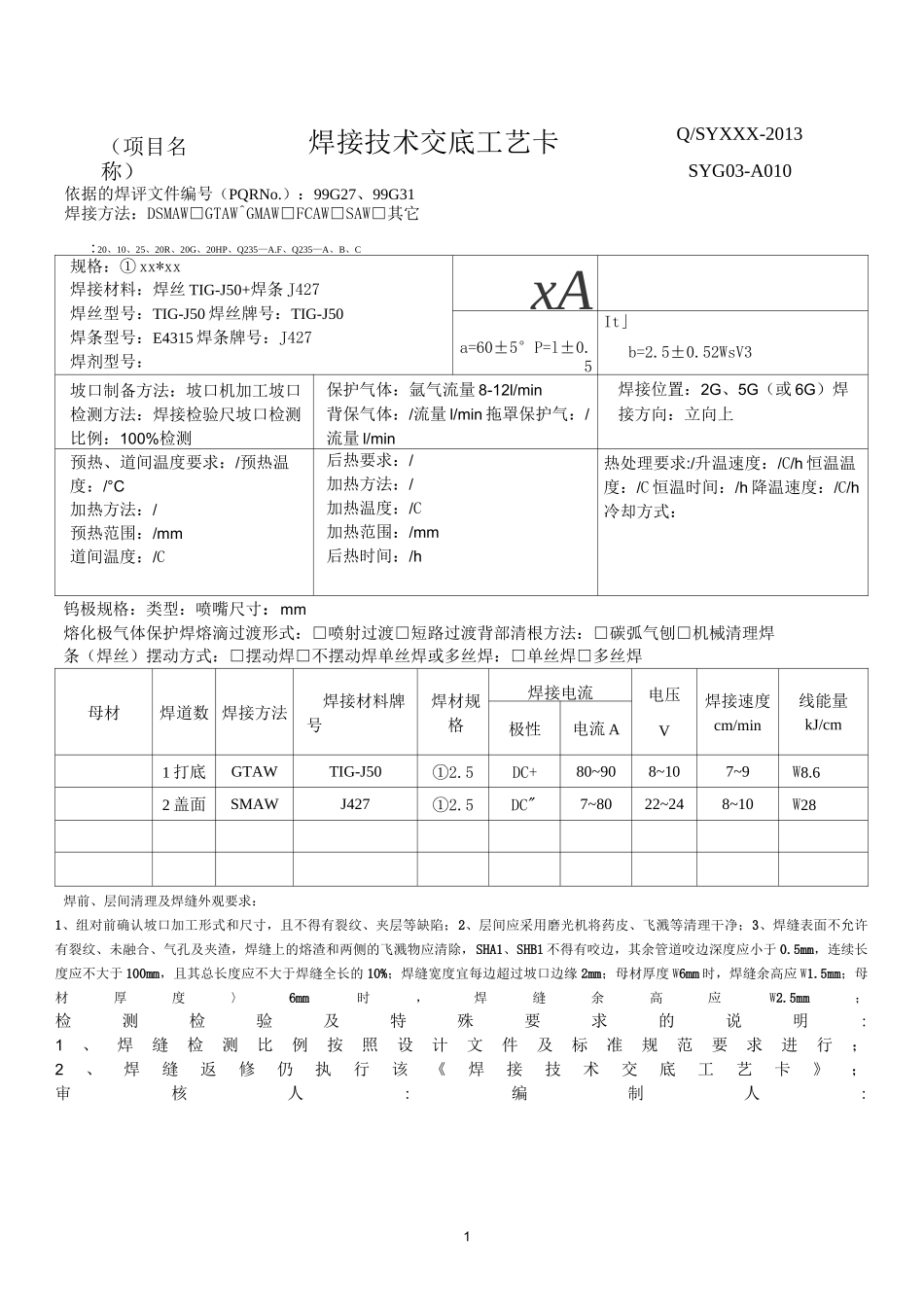
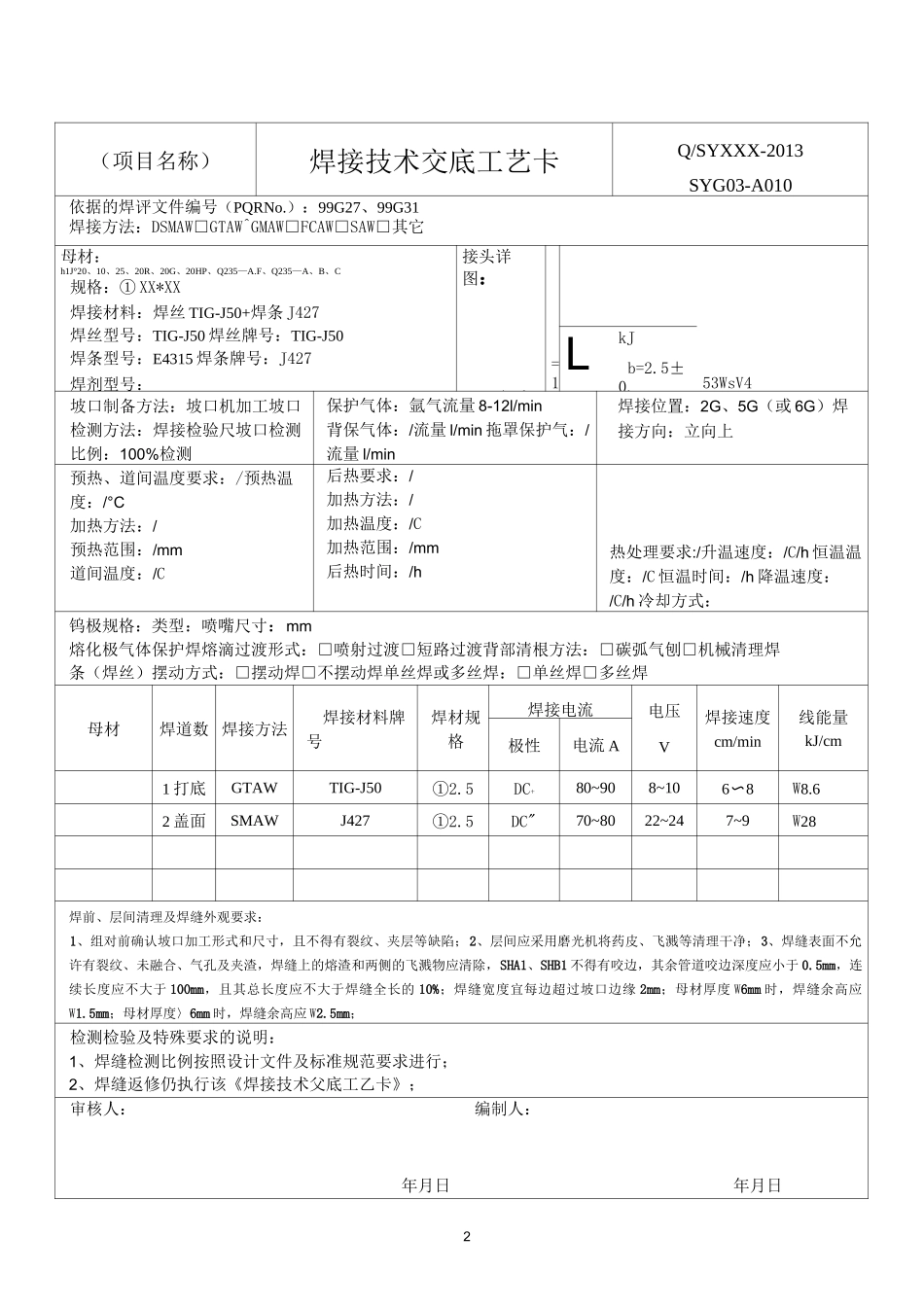
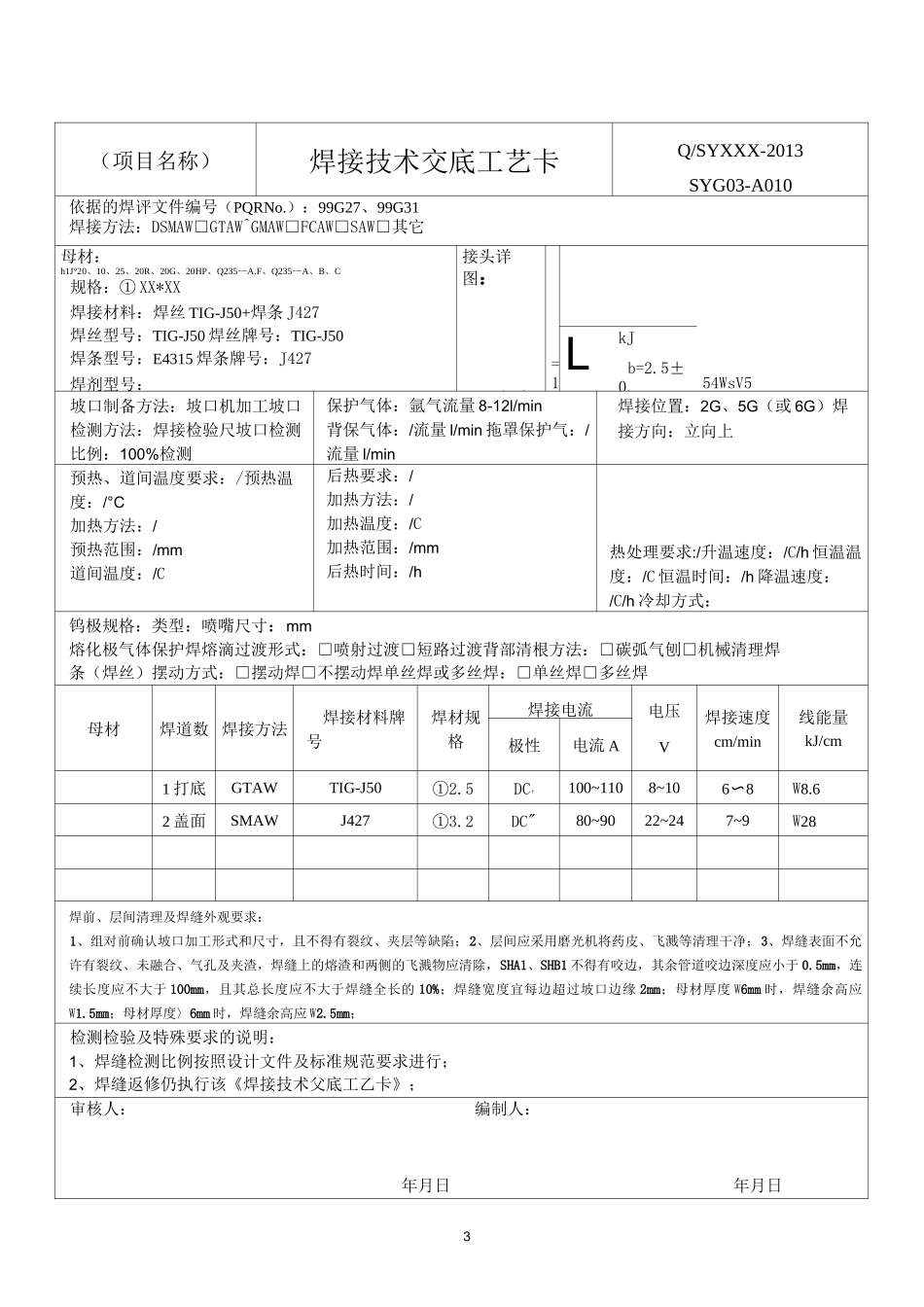
1依据的焊评文件编号(PQRNo
):99G27、99G31焊接方法:DSMAW□GTAW^GMAW□FCAW□SAW□其它:20、10、25、20R、20G、20HP、Q235—A
F、Q235—A、B、C规格:①xx*xx焊接材料:焊丝TIG-J50+焊条J427焊丝型号:TIG-J50焊丝牌号:TIG-J50焊条型号:E4315焊条牌号:J427焊剂型号:xAa=60±5°P=l±0
5It」b=2
52WsV3坡口制备方法:坡口机加工坡口检测方法:焊接检验尺坡口检测比例:100%检测保护气体:氩气流量8-12l/min背保气体:/流量l/min拖罩保护气:/流量l/min焊接位置:2G、5G(或6G)焊接方向:立向上预热、道间温度要求:/预热温度:/°C加热方法:/预热范围:/mm道间温度:/C后热要求:/加热方法:/加热温度:/C加热范围:/mm后热时间:/h热处理要求:/升温速度:/C/h恒温温度:/C恒温时间:/h降温速度:/C/h冷却方式:钨极规格:类型:喷嘴尺寸:mm熔化极气体保护焊熔滴过渡形式:□喷射过渡□短路过渡背部清根方法:□碳弧气刨□机械清理焊条(焊丝)摆动方式:□摆动焊□不摆动焊单丝焊或多丝焊:□单丝焊□多丝焊母材焊道数焊接方法焊接材料牌号焊材规格焊接电流电压V焊接速度cm/min线能量kJ/cm极性电流A1打底GTAWTIG-J50①2
5DC+80~908~107~9W8
62盖面SMAWJ427①2
5DC"7~8022~248~10W28焊前、层间清理及焊缝外观要求:1、组对前确认坡口加工形式和尺寸,且不得有裂纹、夹层等缺陷;2、层间应采用磨光机将药皮、飞溅等清理干净;3、焊缝表面不允许有裂纹、未融合、气孔及夹渣,焊缝上的熔渣和两侧的飞溅物应清除,SHA1、SHB1不得有咬边,其余管道咬边深度应小于0
5mm,连续长度应不大于10