精心整理精心整理热处理工艺规范一、淬火、回火工艺规范1.淬火、回火准备工作:1)检查设备,仪表是否正常;2)正确选择夹具;3)检查零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等
常见材料淬火、回火工艺规范1)加热温度表1常用材料的常规淬火、回火规范注:Cr12Mo1V1即D2(美国)、1
2379(德国)、SLD(日立)、SKD11(日本)、K110(奥地利);9CrWMn即01(美国)、1
2510(德国)、K460(奥地利);4Cr5MoSiV1即H13(美国)、1
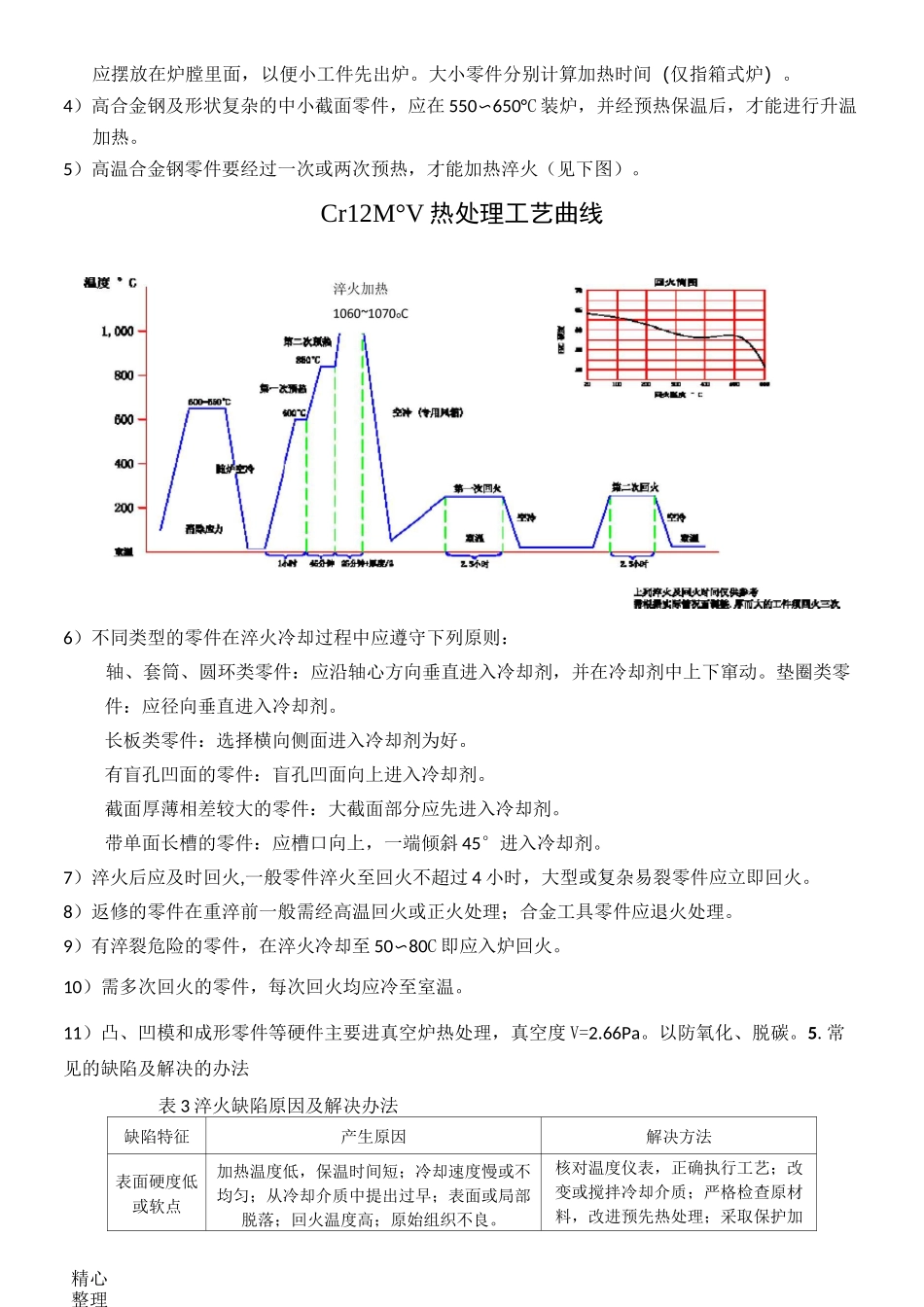
2344(德国)、84078402(一胜百)、W302(奥地利);精心整理7Cr7Mo3V2Si即LD1;HS-1是高级火焰淬火,多用模具钢;除45号钢或特别说明均采用回火两次的工艺
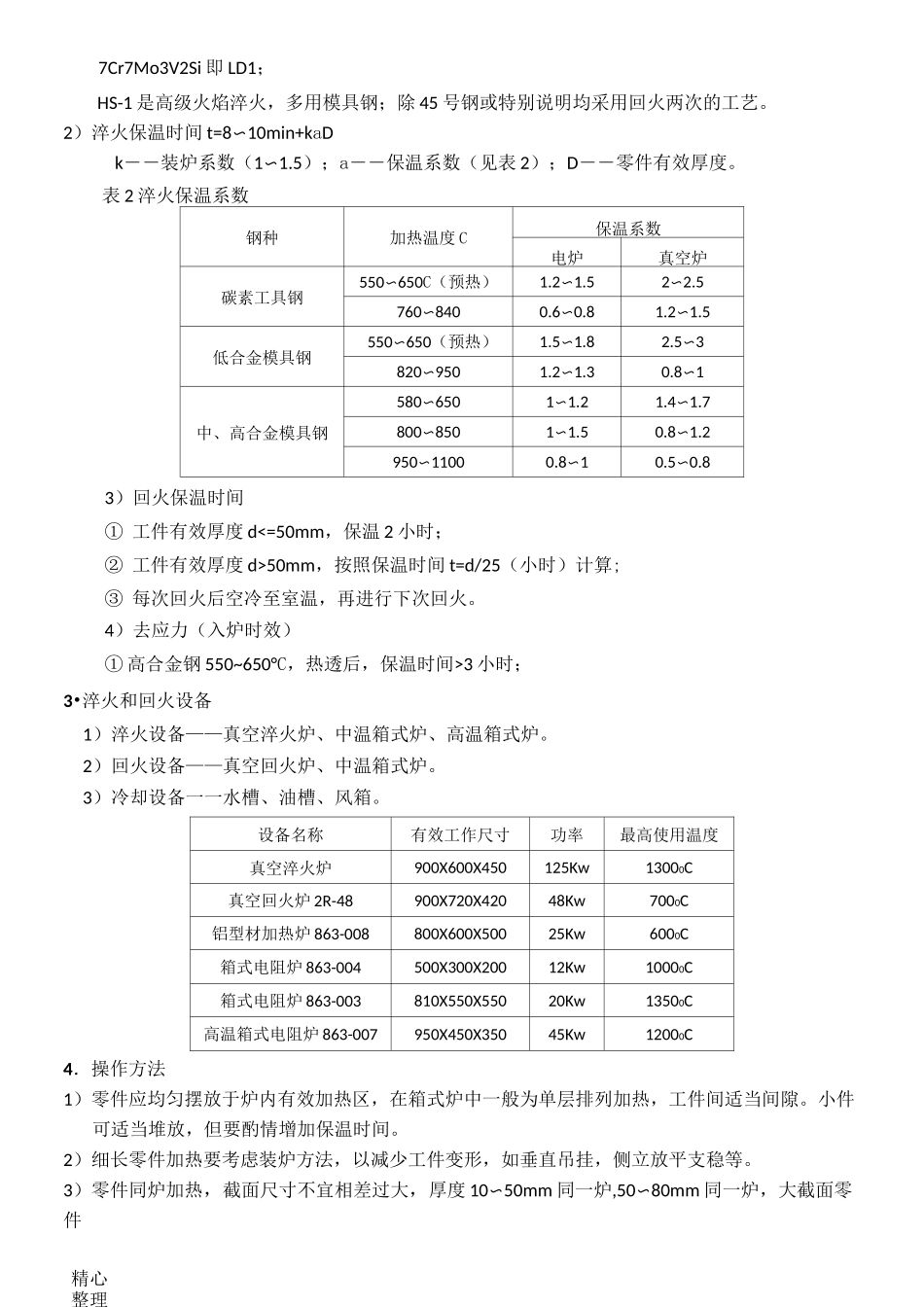
2)淬火保温时间t=8〜10min+kaDk――装炉系数(1〜1
5);a――保温系数(见表2);D――零件有效厚度
表2淬火保温系数钢种加热温度C保温系数电炉真空炉碳素工具钢550〜650C(预热)1
5760〜8400
5低合金模具钢550〜650(预热)1
5〜3820〜9501
8〜1中、高合金模具钢580〜6501〜1
7800〜8501〜1
2950〜11000
83)回火保温时间①工件有效厚度d50mm,按照保温时间t=d/25(小时)计算;③每次回火后空冷至室温,再进行下次回火
4)去应力(入炉时效)①高合金钢550~650°C,热透后,保