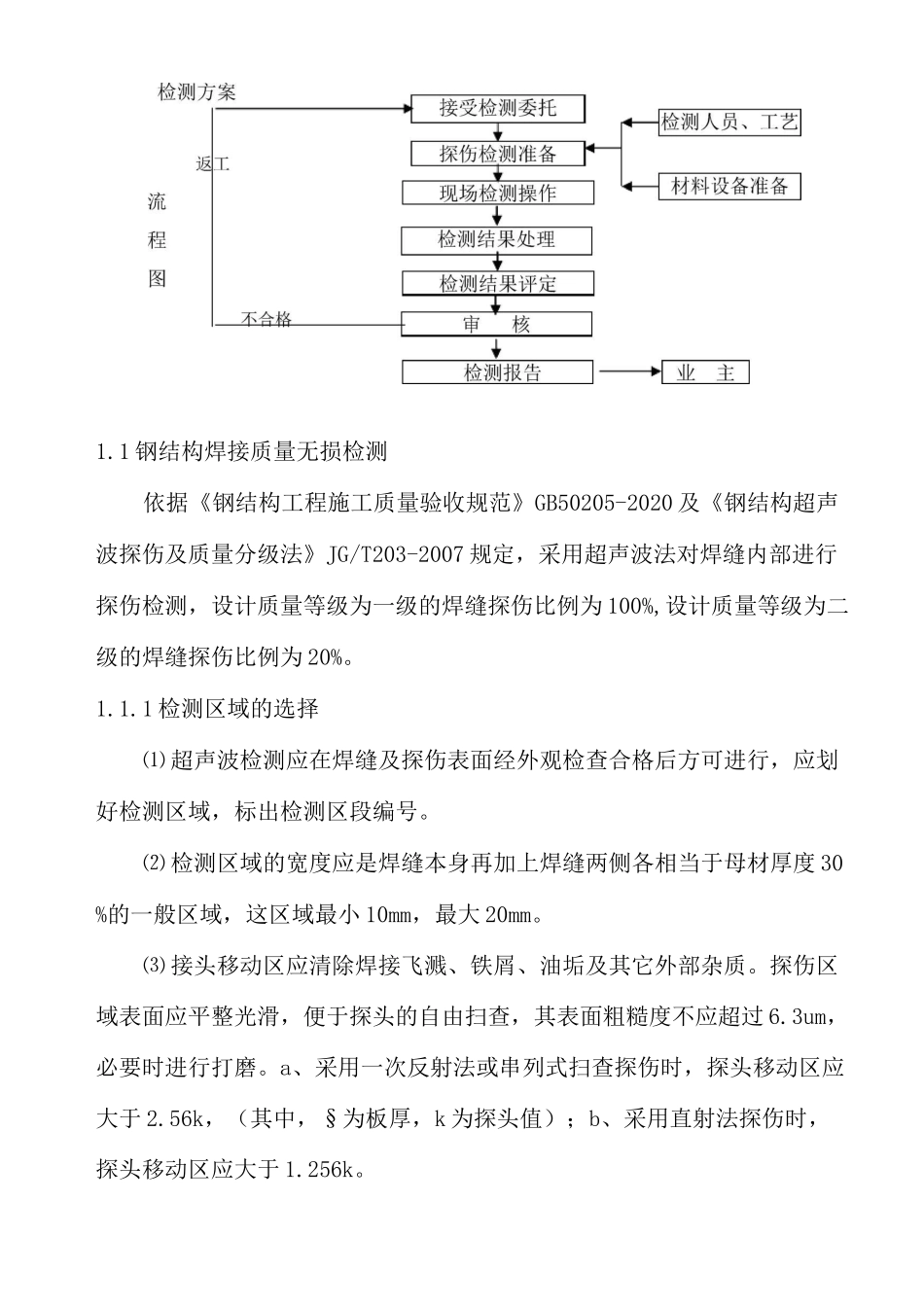
1钢结构焊接质量无损检测依据《钢结构工程施工质量验收规范》GB50205-2020及《钢结构超声波探伤及质量分级法》JG/T203-2007规定,采用超声波法对焊缝内部进行探伤检测,设计质量等级为一级的焊缝探伤比例为100%,设计质量等级为二级的焊缝探伤比例为20%
1检测区域的选择⑴超声波检测应在焊缝及探伤表面经外观检查合格后方可进行,应划好检测区域,标出检测区段编号
⑵检测区域的宽度应是焊缝本身再加上焊缝两侧各相当于母材厚度30%的一般区域,这区域最小10mm,最大20mm
⑶接头移动区应清除焊接飞溅、铁屑、油垢及其它外部杂质
探伤区域表面应平整光滑,便于探头的自由扫查,其表面粗糙度不应超过6
3um,必要时进行打磨
a、采用一次反射法或串列式扫查探伤时,探头移动区应大于2
56k,(其中,§为板厚,k为探头值);b、采用直射法探伤时,探头移动区应大于1
⑷去除余高的焊接,应将余高打磨到与临邻近母材平齐
保留余高焊缝,如焊缝表面有咬边,较大的隆起和凹陷等也应进行适当修磨,并做圆滑过渡以免影响检测结果的评定
2检测频率检测频率f一般在2-5MHz的范围内选择,推荐选用2〜2
5MHz的频率检测,特殊情况下,可选用低于2MHz或高于2
5MHz的检测频率,但必须保证系统灵敏度的要求
3仪器、试块、耦合剂、探头1、仪器:CTS-9002+型超声波探伤仪、PXUT-300C型超声波探伤仪2、试块:CSK-IA试块、RB-2试块、CSKTCj试块3、耦合剂应选用适当的液体或模糊状物作耦合剂
耦合剂应具备有良好透声性和适宜流动性,不应对材料和人体有损伤作用
同时应便于检测后清理
典型耦合剂为水、机油、甘油和浆糊
在试块上调节仪器和产品检测应采用相同的耦合剂
4、探头:斜探头:频率为2
5-5MHz,前沿为10-20mm,晶片尺寸为6X6、9X9