2焊接应力与变形:4・2・1焊接变形和残余应力的不利影响:{1
影响工件形状、尺寸精度曰、八/2
影响组装质量焊接变形3•增大制造成本矫正变形费工、费时4
降低承载能力变形产生了附加应力{1
降低承载能力2
引起焊接裂纹,甚至脆断3
在腐蚀介质中,产生应力腐蚀裂纹4
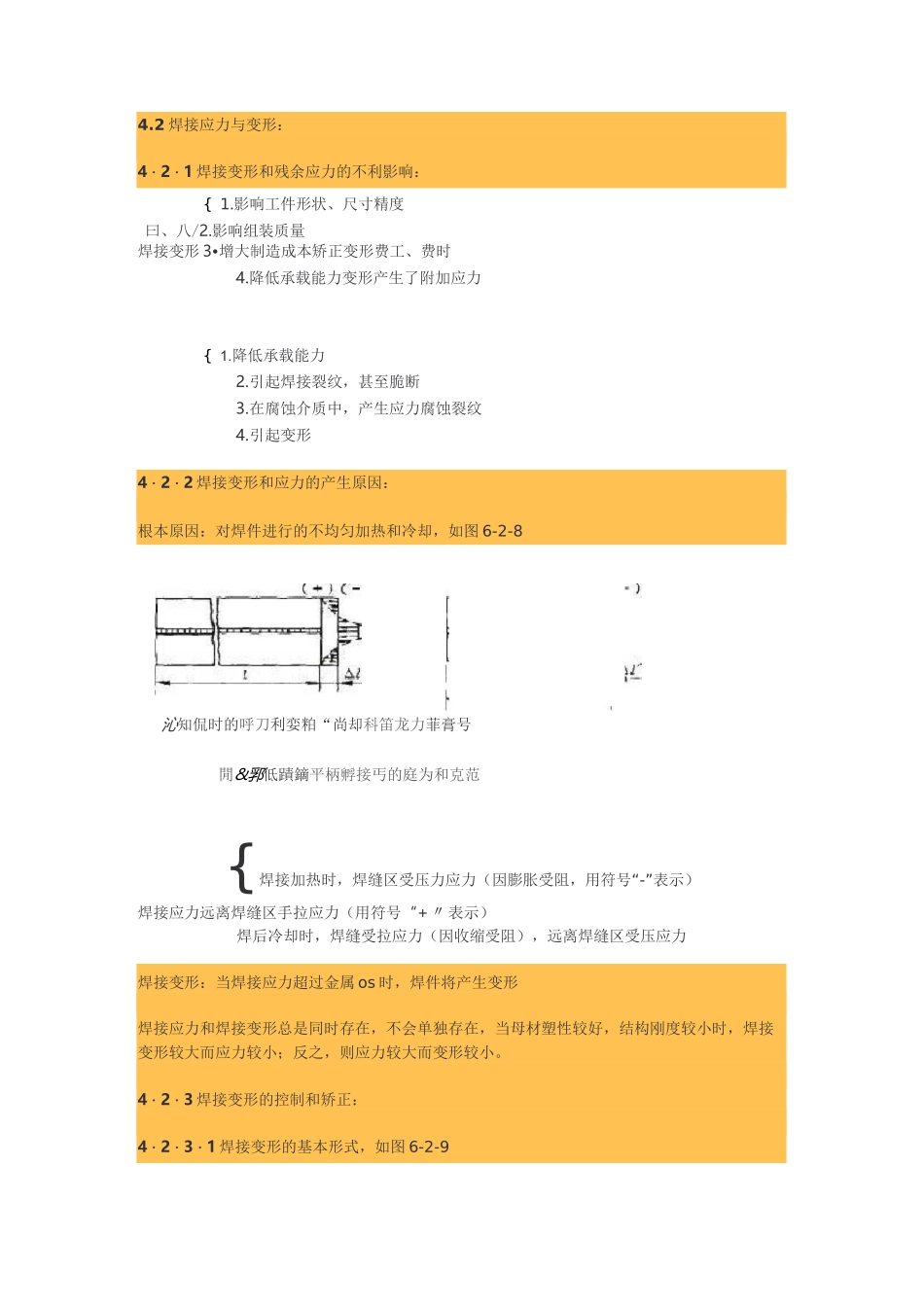
引起变形4・2・2焊接变形和应力的产生原因:根本原因:对焊件进行的不均匀加热和冷却,如图6-2-8沁知侃时的呼刀利娈粕“尚却科笛龙力菲膏号閒&郛低蹟鏑平柄孵接丐的庭为和克范{焊接加热时,焊缝区受压力应力(因膨胀受阻,用符号“-”表示)焊接应力远离焊缝区手拉应力(用符号“+〃表示)焊后冷却时,焊缝受拉应力(因收缩受阻),远离焊缝区受压应力焊接变形:当焊接应力超过金属os时,焊件将产生变形焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,结构刚度较小时,焊接变形较大而应力较小;反之,则应力较大而变形较小
4・2・3焊接变形的控制和矫正:4・2・3・1焊接变形的基本形式,如图6-2-9町t
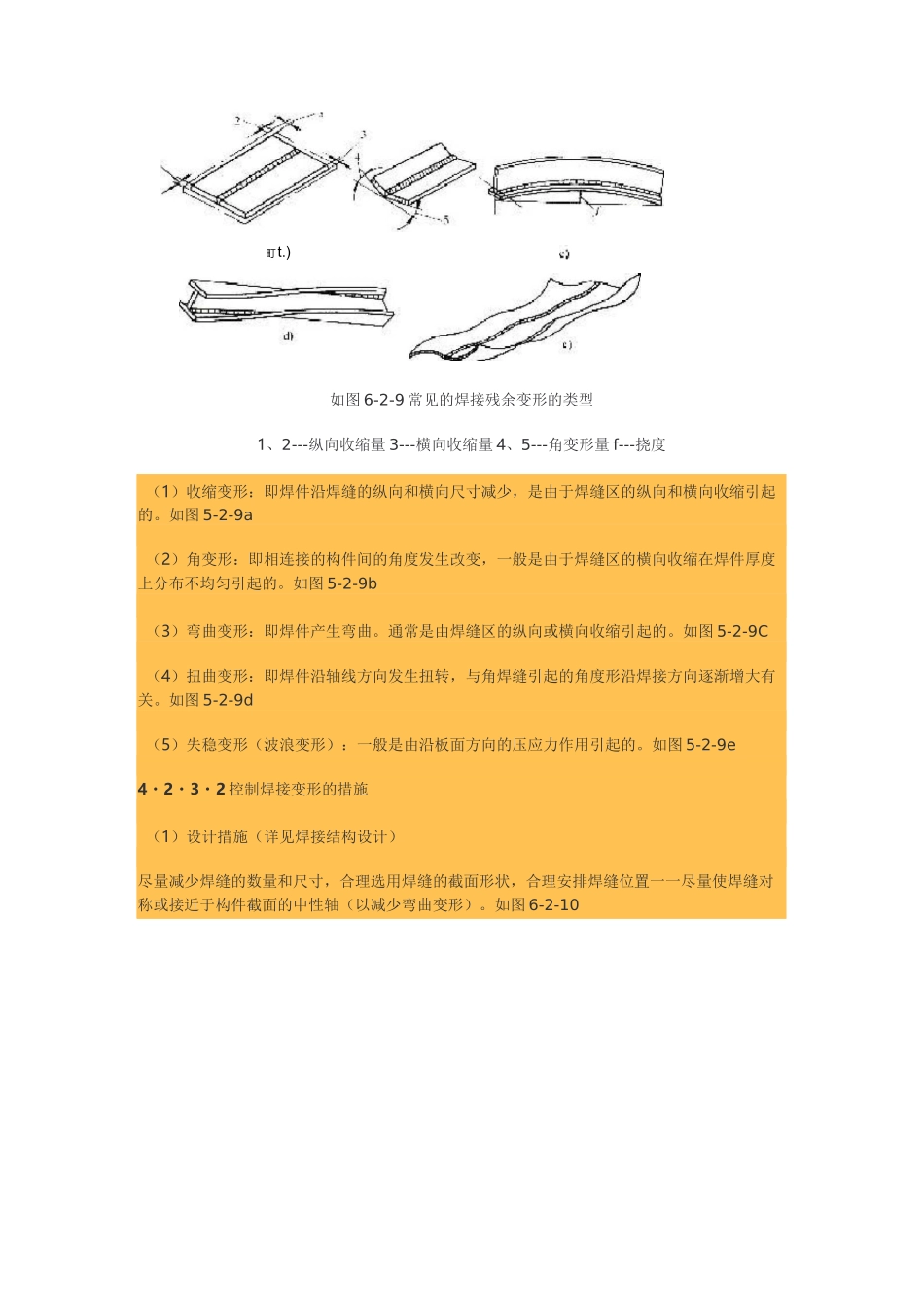
)如图6-2-9常见的焊接残余变形的类型1、2---纵向收缩量3---横向收缩量4、5---角变形量f---挠度(1)收缩变形:即焊件沿焊缝的纵向和横向尺寸减少,是由于焊缝区的纵向和横向收缩引起的
如图5-2-9a(2)角变形:即相连接的构件间的角度发生改变,一般是由于焊缝区的横向收缩在焊件厚度上分布不均匀引起的
如图5-2-9b(3)弯曲变形:即焊件产生弯曲
通常是由焊缝区的纵向或横向收缩引起的
如图5-2-9C(4)扭曲变形:即焊件沿轴线方向发生扭转,与角焊缝引起的角度形沿焊接方向逐渐增大有关
如图5-2-9d(5)失稳变形(波浪变形):一般是由沿板面方向的压应力作用引起的
如图5-2-9e4・2・3・2控制焊接变形的措施(1)设计措施(详见焊接结构设计)尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安