紫铜换热器的焊接缺陷及焊接工艺优化摘要分析研究紫铜换热器的结构特点、性能、焊接缺陷与产生原因,以及防止与消除其缺陷、优化制造施焊质量的工艺措施
为提高焊接一次合格率,总结出若干优化措施及注意事项
紫铜换热器的结构特点及焊接性分析工业生产设备中应用的铜及铜合金,通常分为紫铜、黄铜、青铜和白铜四大类
紫铜是含铜量不低于995%的工业纯铜,广泛用于制造电工器件、电线电缆、热交换器等
紫铜有较高的加工硬化性能,经过冷加工变形,强度可提高1倍,而塑性降低数倍
加工硬化后的紫铜可通过退火恢复其塑性,退火温度为550~660℃
焊接结构一般采用软态紫铜,同时对紫铜的杂质含量如氧、硫、铅、铋等控制在规定值以内
我国生产的工业用紫铜牌号有:一号铜、二号铜、三号铜、四号铜(T1、T2、T3、T4)以及无氧铜
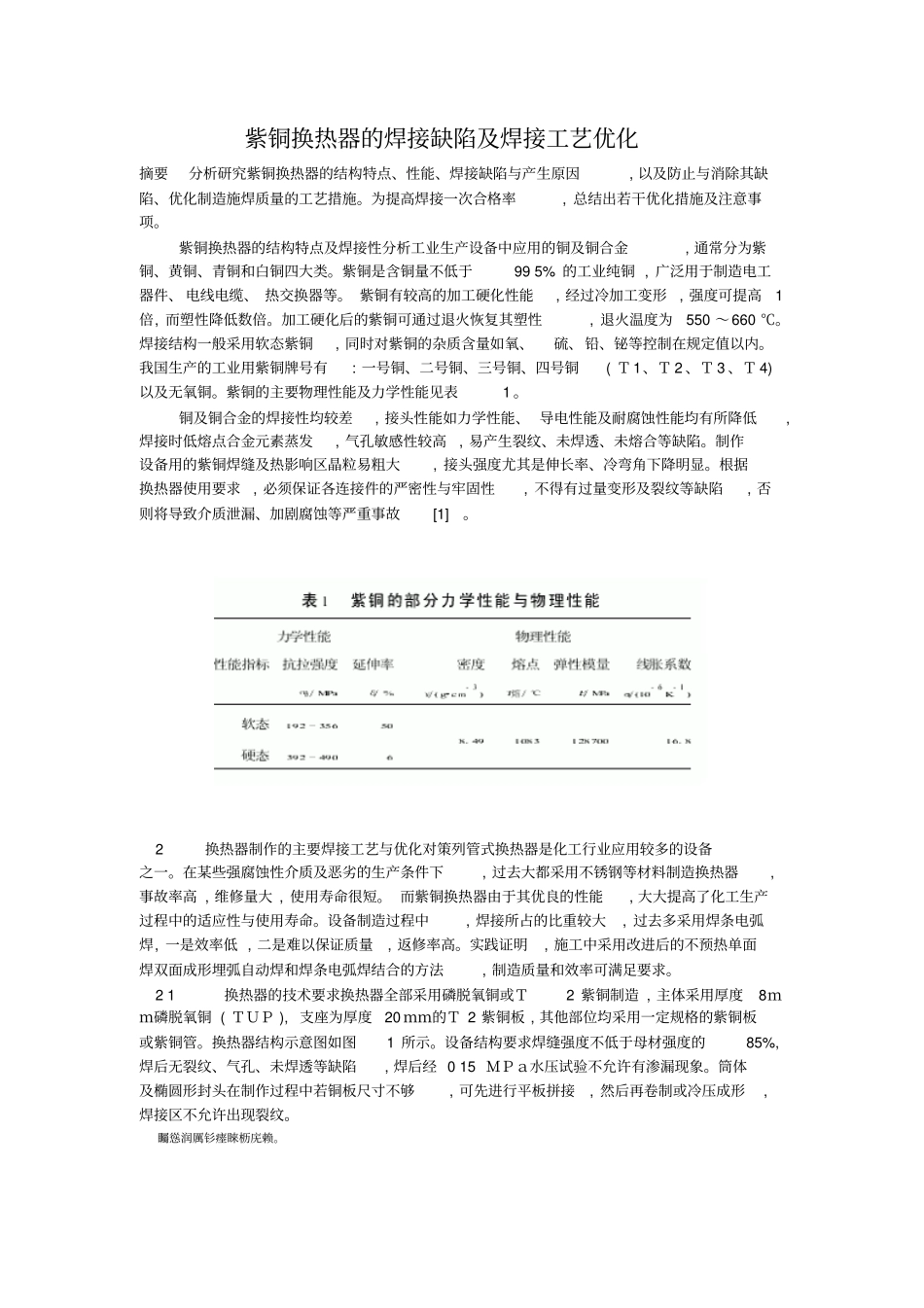
紫铜的主要物理性能及力学性能见表1
铜及铜合金的焊接性均较差,接头性能如力学性能、导电性能及耐腐蚀性能均有所降低,焊接时低熔点合金元素蒸发,气孔敏感性较高,易产生裂纹、未焊透、未熔合等缺陷
制作设备用的紫铜焊缝及热影响区晶粒易粗大,接头强度尤其是伸长率、冷弯角下降明显
根据换热器使用要求,必须保证各连接件的严密性与牢固性,不得有过量变形及裂纹等缺陷,否则将导致介质泄漏、加剧腐蚀等严重事故[1]
2换热器制作的主要焊接工艺与优化对策列管式换热器是化工行业应用较多的设备之一
在某些强腐蚀性介质及恶劣的生产条件下,过去大都采用不锈钢等材料制造换热器,事故率高,维修量大,使用寿命很短
而紫铜换热器由于其优良的性能,大大提高了化工生产过程中的适应性与使用寿命
设备制造过程中,焊接所占的比重较大,过去多采用焊条电弧焊,一是效率低,二是难以保证质量,返修率高
实践证明,施工中采用改进后的不预热单面焊双面成形埋弧自动焊和焊条电弧焊结合的方法,制造质量和效率可满足要求
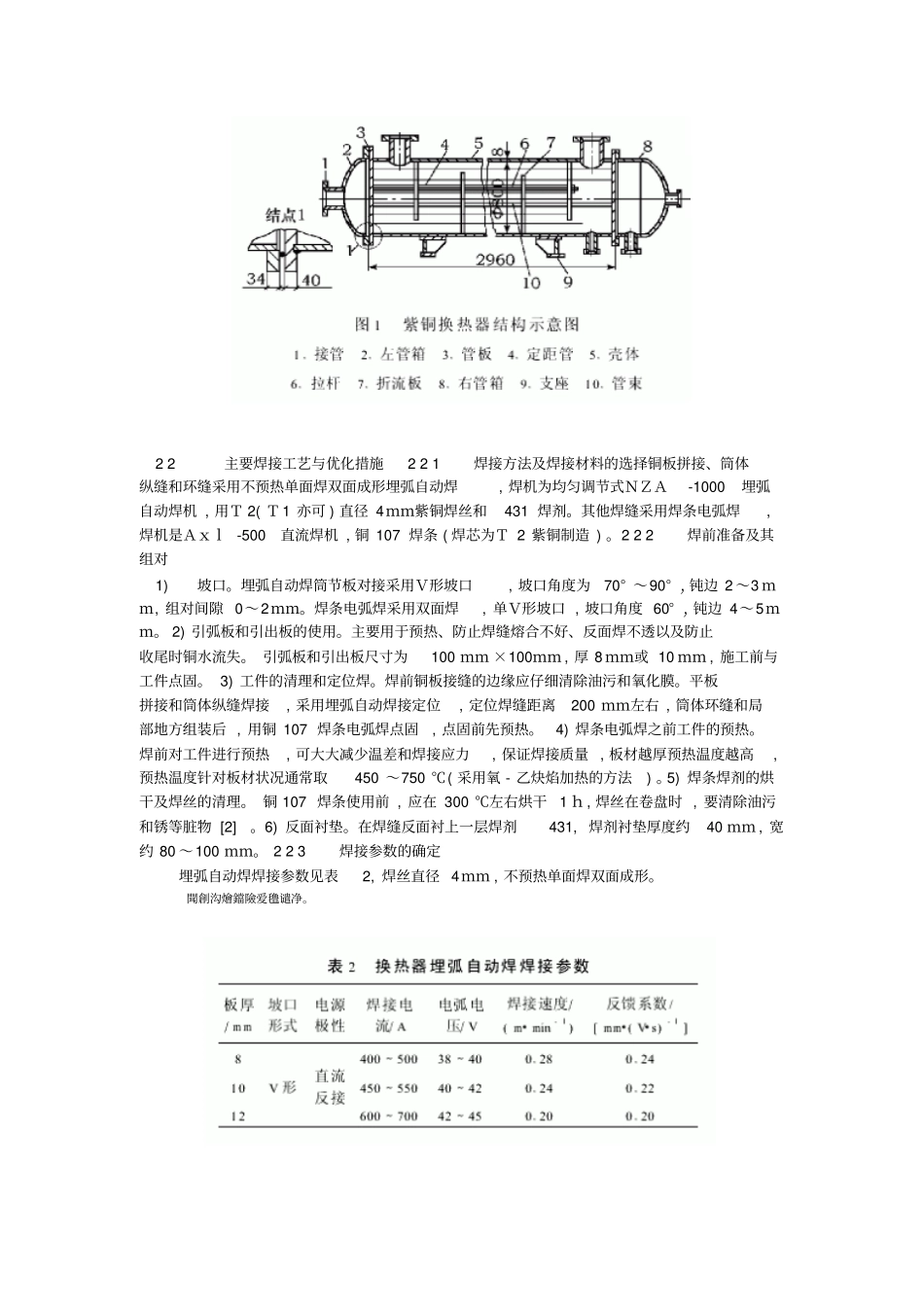
21换热器的技术要求换热器全部采用磷脱