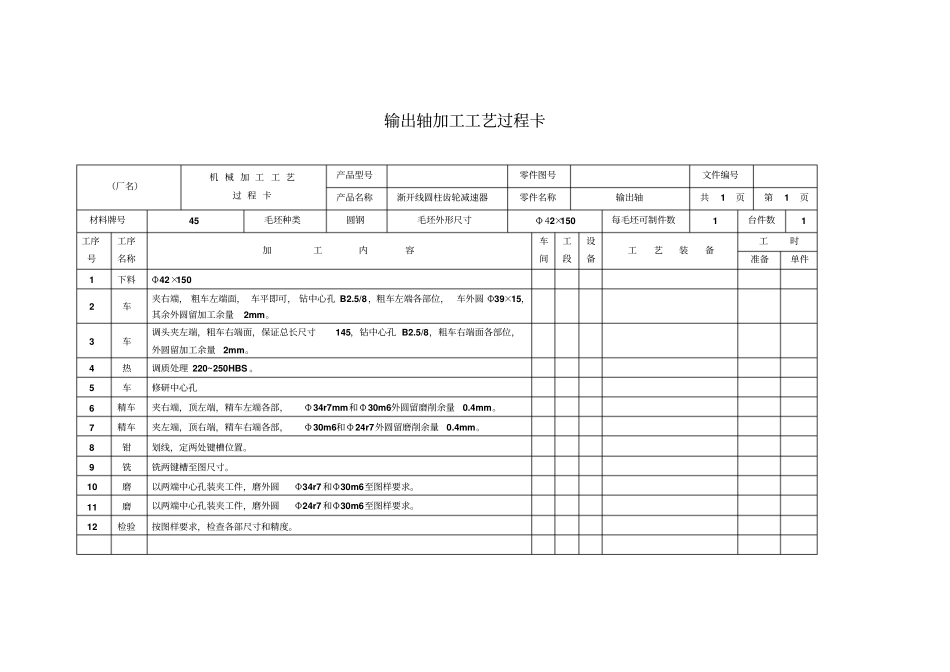
输出轴加工工艺过程卡(厂名)机械加工工艺过程卡产品型号零件图号文件编号产品名称渐开线圆柱齿轮减速器零件名称输出轴共1页第1页材料牌号45毛坯种类圆钢毛坯外形尺寸Φ42×150每毛坯可制件数1台件数1工序号工序名称加工内容车间工段设备工艺装备工时准备单件1下料Φ42×1502车夹右端,粗车左端面,车平即可,钻中心孔B2
5/8,粗车左端各部位,车外圆Φ39×15,其余外圆留加工余量2mm
3车调头夹左端,粗车右端面,保证总长尺寸145,钻中心孔B2
5/8,粗车右端面各部位,外圆留加工余量2mm
4热调质处理220~250HBS
5车修研中心孔6精车夹右端,顶左端,精车左端各部,Φ34r7mm和Φ30m6外圆留磨削余量0
7精车夹左端,顶右端,精车右端各部,Φ30m6和Φ24r7外圆留磨削余量0
8钳划线,定两处键槽位置
9铣铣两键槽至图尺寸
10磨以两端中心孔装夹工件,磨外圆Φ34r7和Φ30m6至图样要求
11磨以两端中心孔装夹工件,磨外圆Φ24r7和Φ30m6至图样要求
12检验按图样要求,检查各部尺寸和精度
编制(日期)校对(日期)审核(日期)批准(日期)标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)