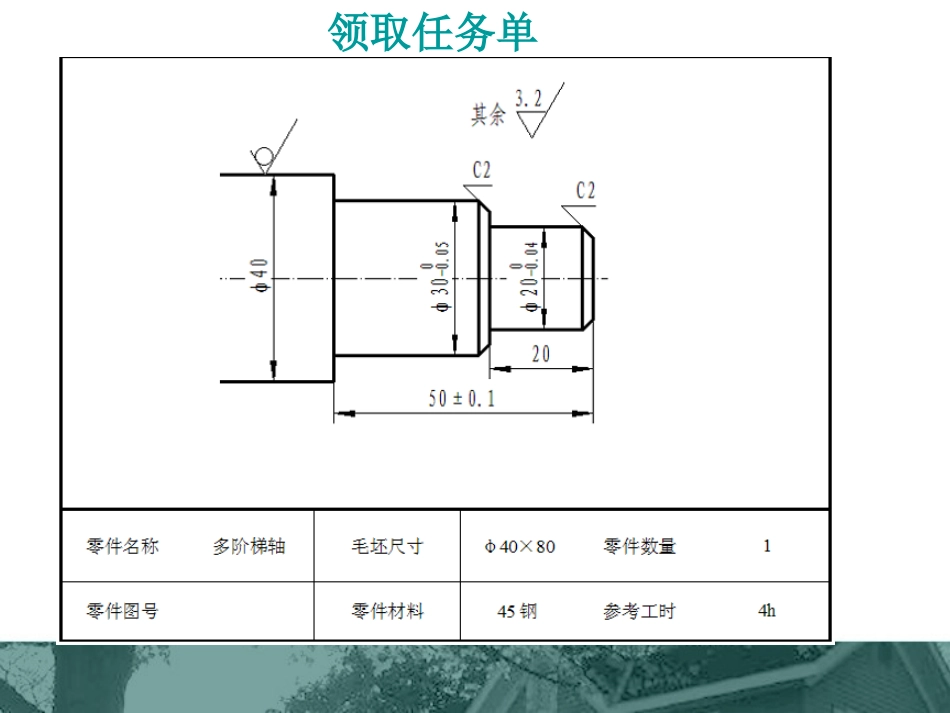
项目:编程加工阶梯轴项目:编程加工阶梯轴江苏省扬中中等专业学校江苏省扬中中等专业学校杜祥荣杜祥荣20120133--1111-9-9项目任务:用项目任务:用G90G90单循环指令加工阶梯轴单循环指令加工阶梯轴领取任务单•任务任务11、、制定零件加工工艺规程•任务任务22、准备知识、准备知识•任务任务33、编写程序、编写程序•任务任务44、操作加工、操作加工•11、零件图分析、零件图分析该零件为多阶梯轴,材料为该零件为多阶梯轴,材料为4545钢,钢,加工内容为两个带倒角的外圆柱面,全部加工内容为两个带倒角的外圆柱面,全部由直线轮廓组成
由于尺寸精度达由直线轮廓组成
由于尺寸精度达IT8IT8——IIT9T9级公差要求,表面粗糙度值为级公差要求,表面粗糙度值为Ra3
2,,因此要分粗车和精车两个工步,需用两把因此要分粗车和精车两个工步,需用两把车刀完成,粗车去除大部分加工余量,直车刀完成,粗车去除大部分加工余量,直径留下径留下1mm1mm精车加工余量;粗车时不加工精车加工余量;粗车时不加工倒角,精车时要求沿零件外形轮廓连续走倒角,精车时要求沿零件外形轮廓连续走刀,一次加工成形
刀,一次加工成形
任务一、制定零件加工工艺规程•22、确定加工工艺路线、确定加工工艺路线•①①、粗车外圆至、粗车外圆至φ31mmφ31mm,长度,长度50mm50mm;;•②②、粗车外圆至、粗车外圆至φ21mmφ21mm,长度,长度20mm20mm;;•③③、精车轮廓至尺寸要求
、精车轮廓至尺寸要求
•33、选择刀具、选择刀具•①①、选、选900900硬质合金车刀置于硬质合金车刀置于T01T01号刀位,刀尖方位号刀位,刀尖方位TT为为33;;•②②、选、选930930硬质合金车刀置于硬质合金车刀置于T02T02号刀位,刀尖方位号刀位,刀尖方位TT为为33
•44、确定切削用量、确定切削用量表表