高本炉具(中山)有限公司生产工艺规程产品型号H2零件名称面板零件图号GA01-02-13-01-01文件编号工序号工序名称工序内容判定标准加工简图测量尺寸/方法1★切工艺切口将进料合格的面板防入模具里,由两边定位,切缺口
面板调到另一边定位,切另一缺口
缺口尺寸无误,表面不得有凹凸、皱折、压痕等缺陷,进料材料合格,高光亮度满足公司要求724、44094、4、0
42切圆角4-R30将面板放入模具里,由三个定位柱定位,踩操作器加工一个圆角,以同样的方法往复4次,完成切4-R30圆角
(保护膜朝上面)切圆角与边光滑过渡,无压痕R30备注1、切工艺切口时逐一检查面板外光,发现不合格品隔开;2、加工简图画线区域是切除部位;3、加工过程中注意正面朝上面
编制(日期)蓝善飞09
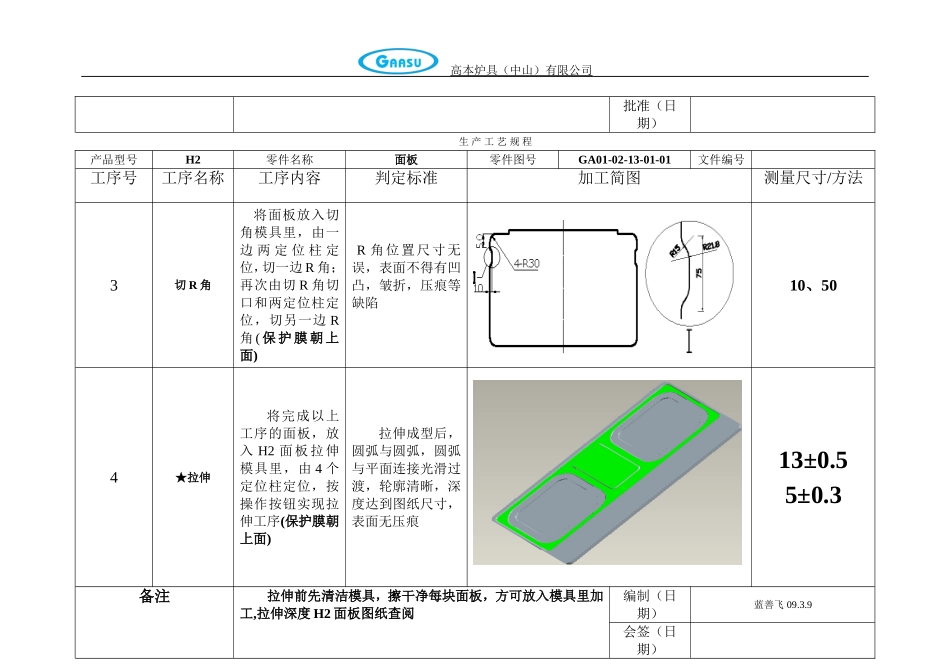
11会签(日期)审核(日期)高本炉具(中山)有限公司批准(日期)生产工艺规程产品型号H2零件名称面板零件图号GA01-02-13-01-01文件编号工序号工序名称工序内容判定标准加工简图测量尺寸/方法3切R角将面板放入切角模具里,由一边两定位柱定位,切一边R角;再次由切R角切口和两定位柱定位,切另一边R角(保护膜朝上面)R角位置尺寸无误,表面不得有凹凸,皱折,压痕等缺陷10、504★拉伸将完成以上工序的面板,放入H2面板拉伸模具里,由4个定位柱定位,按操作按钮实现拉伸工序(保护膜朝上面)拉伸成型后,圆弧与圆弧,圆弧与平面连接光滑过渡,轮廓清晰,深度达到图纸尺寸,表面无压痕13±0
3备注拉伸前先清洁模具,擦干净每块面板,方可放入模具里加工,拉伸深度H2面板图纸查阅编制(日期)蓝善飞09
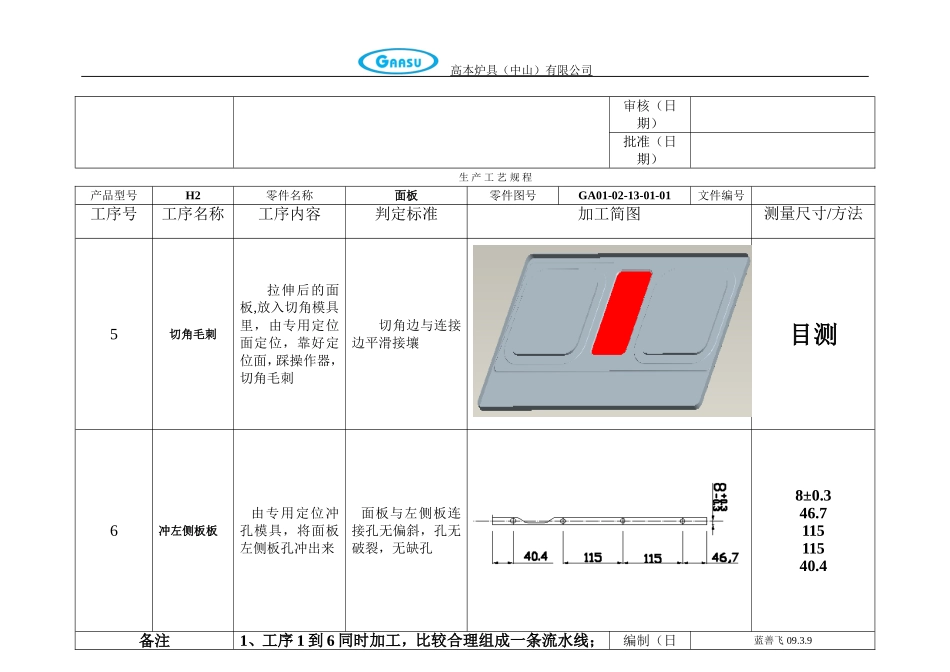
9会签(日期)高本炉具(中山)有限公司审核(日期)批准(日期)生产工艺规程产品型号H2零件名称面板零件图号GA01-02-13-01-01文件编号工序号工序名称工序内容判定标准加工简图测量尺寸/方法5切角毛刺拉