工程规范作业指导书1
工程人员接到图纸后:1)
查看图纸的工艺要求(看注意事项=NOTES)
检查产品图面料厚
材质与业务提供是否一致
查看图面是否有折弯公差标注,如有在折弯图面标明
查看图面上是否有配件(如:螺柱=STANDOFF
螺母=NUT
外牙螺丝=FH&FHS
)注意规格与型号如是特殊规格而需要自备查看仓库,如没有库存请示上级处理
-----采购5)
看图面是英制标注还是公制标注,如是英制标注(1:1)用X命令炸开后放大25
4倍转为公制,复制一份进行展开
都以公制标准作业)
如产品毛边向外,镜像视图使毛边向内,折弯向下
展开标准:1
目的为统一展开的计算方法,达到工作要求的快速准确
展开计算原理板料在弯曲过程中,外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力,也不受压力的过渡层——中性层
中性层在弯曲过程中的长度和弯曲前一样,保持不变
所以中性层是计算弯曲件展开长度的基准
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处
当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层的位置逐渐向弯曲中心的内侧移动
中性层到板料内侧的距离用α表示
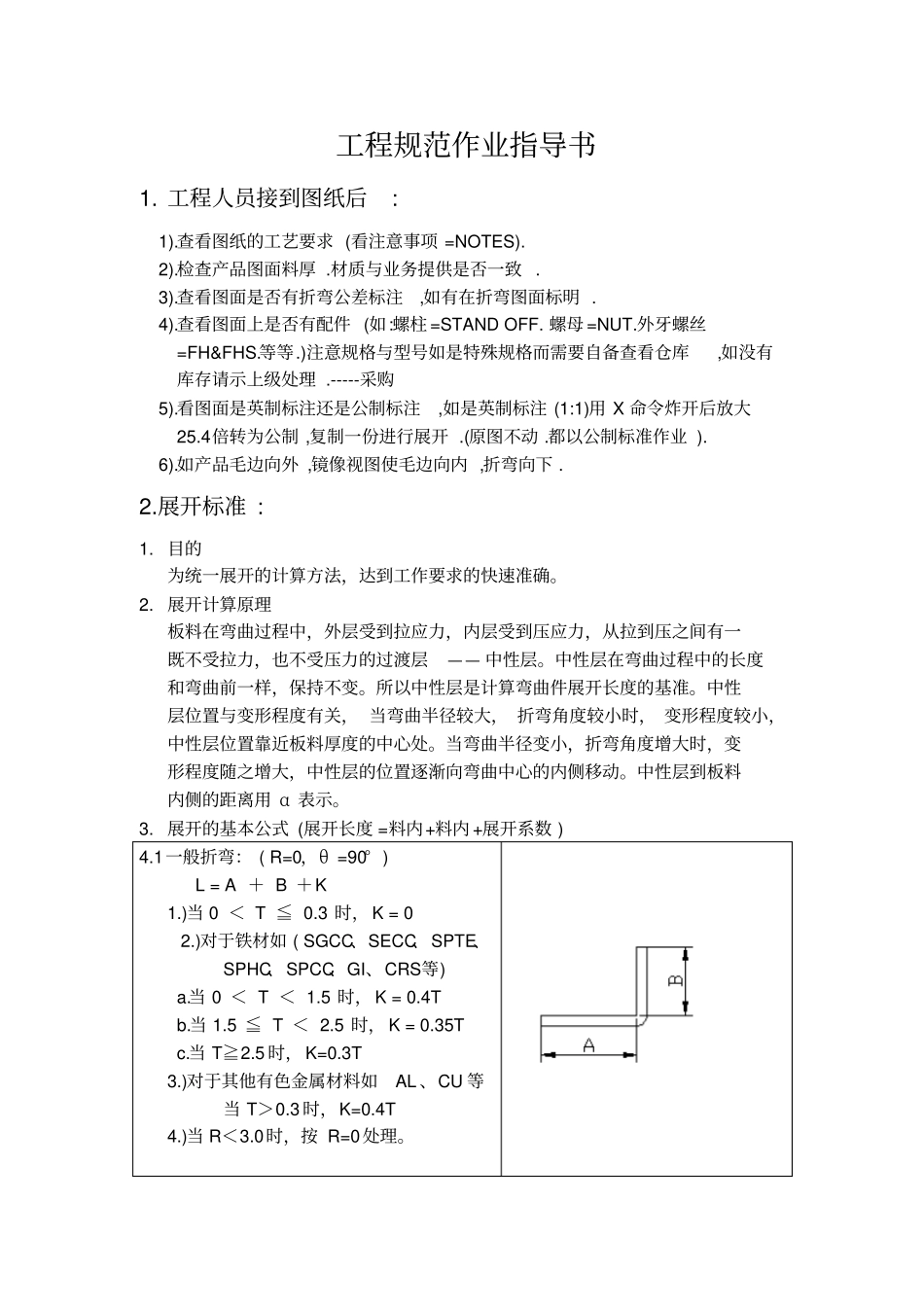
展开的基本公式(展开长度=料内+料内+展开系数)4
1一般折弯:(R=0,θ=90°)L=A+B+K1
)当0<T≦0
3时,K=02
)对于铁材如(SGCC、SECC、SPTE、SPHC、SPCC、GI、CRS等)a
当0<T<1
5时,K=0
5时,K=0
5时,K=0
)对于其他有色金属材料如AL、CU等当T>0
3时,K=0
0时,按R=0处理
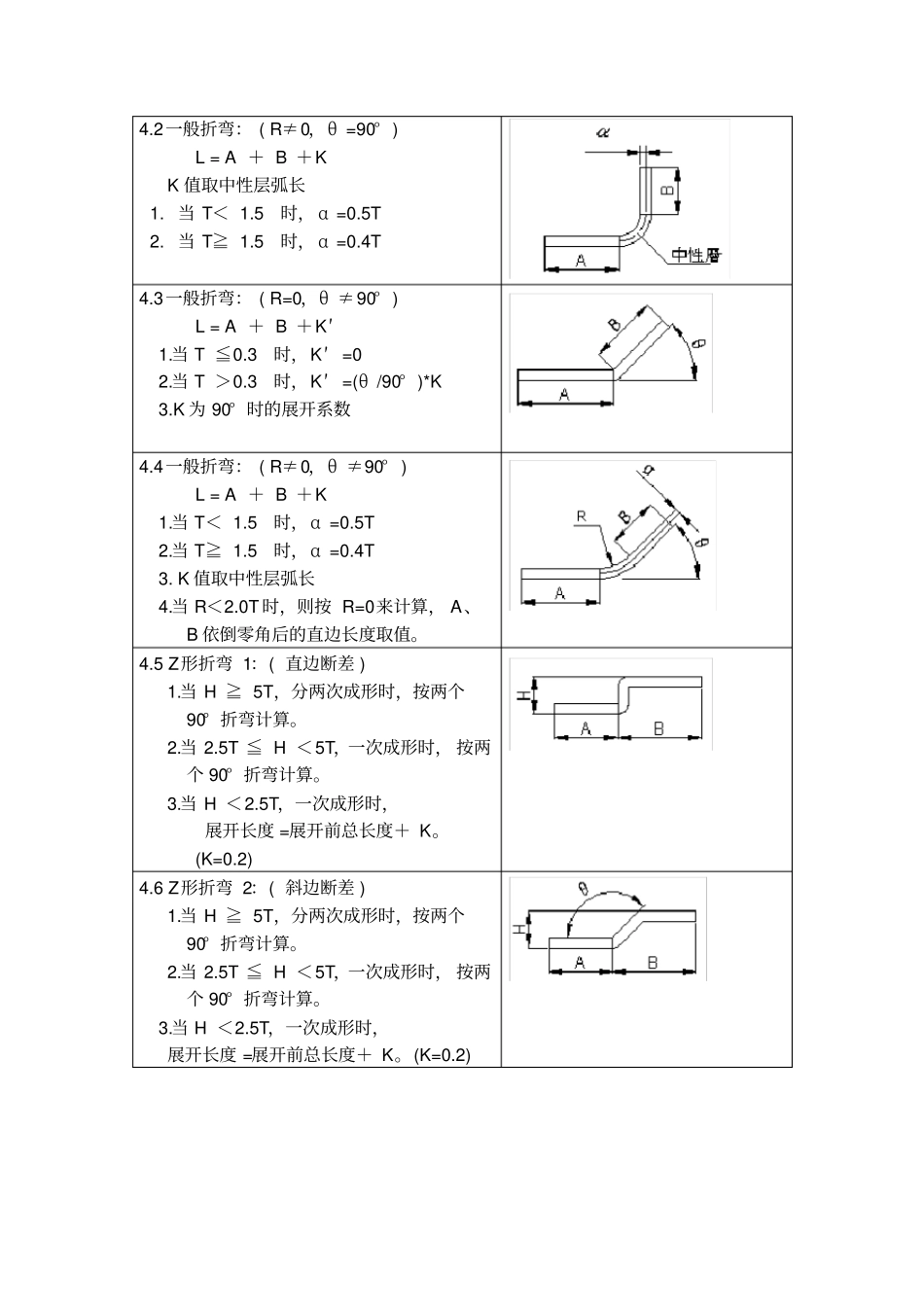
2一般折弯:(R≠0,θ=90°)L=A+B+KK值取中性层弧长1