钛管焊接工艺1前言PTA装置是扬子乙烯二期工程的重点项目
该装置生产能力为年产45万吨精对苯二甲酸,它是同期同西德吉玛公司引进的54万吨/年聚脂装置的配套装置,也是国内最大的聚脂原料生产装置
由于生产条件苛刻,工艺复杂,整个装置设备、管道多(147593米,其中不锈钢管道占全部的1/4),使用材料特殊(如钛材)
因此给施工带来较大难度,尤为突出的是钛管的焊接施工
该装置的钛管管径©21〜508mm,壁厚1
5〜l4mm,近900m,约500道焊缝,其中可通过预制完成的约400道,需现场焊接的约100道
焊接质量要按鲁奇公司的标准检查、验收
技术难度大,特别是钛管的全位置焊接,国内施工经验不多
为确保焊接质量和施工工期,我公司进行了一系列的焊接工艺试验,制定了合理的施工方案,特别对钛管的全位置焊接进行了技术攻关,并获得成功
2技术条件2
1钛管的设计技术条件与标准2
1设计技术条件2
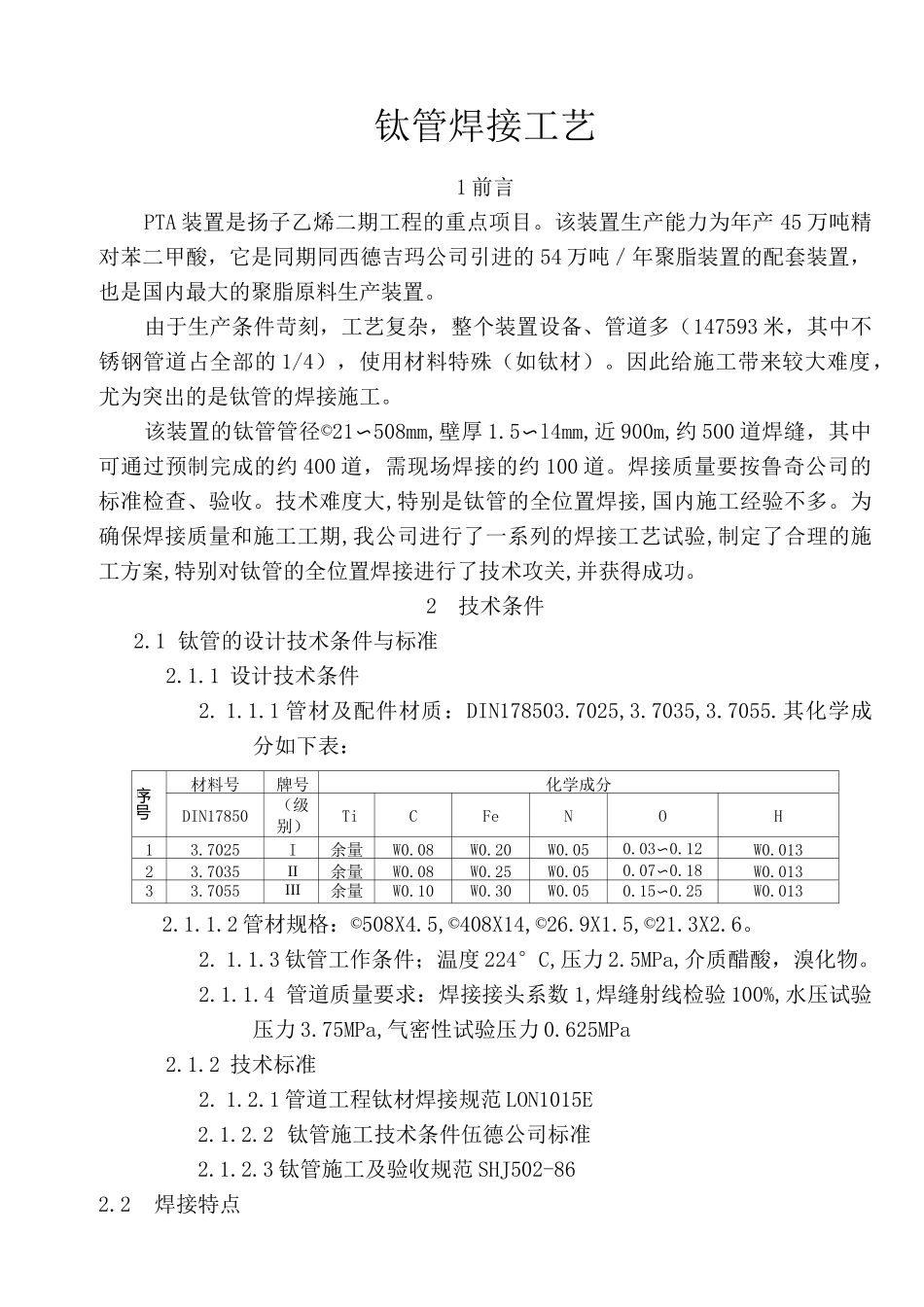
1管材及配件材质:DIN178503
7025,3
7035,3
其化学成分如下表:序号材料号牌号化学成分DIN17850(级别)TiCFeNOH13
7025I余量W0
7035II余量W0
7055III余量W0
2管材规格:©508X4
5,©408X14,©26
3钛管工作条件;温度224°C,压力2
5MPa,介质醋酸,溴化物
4管道质量要求:焊接接头系数1,焊缝射线检验100%,水压试验压力3
75MPa,气密性试验压力0
625MPa2
2技术标准2
1管道工程钛材焊接规范LON1015E2