冷轧用SPHC热轧酸洗钢卷技术协议本技术协议钢种:SPHC、一;技术条件钢卷几何尺寸1宽钢宽度订货宽度(mm)宽度允许偏差(mm)1000+4Combin头尾各3m内可不作为验收条件
2板形热轧宽钢带凸度C40厚度\宽度mm10002
000-60umC40计算公式:C40=C—(B1+B2)/2其中B1、B2是距钢带边缘40mm处测量的厚度值;C是钢带宽度正中间测量的厚度值;C、B1、B2三点位于沿钢带宽度方向的同一横截面上
3热轧宽钢带楔形W40厚度\宽度mm10002
0040umW40计算公式:W40=B1—B2其中B1、B2是距钢带边缘40mm处测量的厚度值;B1、B2三点位于沿钢带宽度方向的同一横截面上
4卷外形(1)镰刀弯热轧宽钢带的镰刀弯每米不得大于2mm
(2)塔形公称宽度1000mm塔形最大允许高度1
5mm(3)钢卷直径钢卷外径1850±30mm,内径610±10mm5化学成分供方按下表化学成分(熔炼分析)填写材质证明
牌号元素,%CSiMnPSAlSNSPHC≤0
05—备注:SPHC必须经RH真空处理产品分析与上表规定的化学成分允许偏差应符合JISG3131的规定6力学性能牌号抗拉强度N/mm2伸长率%拉力试样2
0㎜b=25㎜L0=50㎜SPHC≥270≥3817表面质量热轧酸洗宽钢带表面不得有气泡、结疤、裂纹、折叠、夹杂和压入的氧化铁皮
钢带不得有分层
不得有过酸洗、欠酸洗
热轧酸洗宽钢带表面允许有不妨碍检查表面缺陷的薄层氧化铁皮、铁锈,由于压入氧化铁皮脱落所引起的不显著的粗糙、划痕,轧辊造成的网纹及其他局部缺陷,但凹凸度不得超过钢带厚度公差之半,并应保证不超过允许的最小厚度
8边部质量边部不得有缺刀、翻边,挂边丝现象,毛刺高度≤0
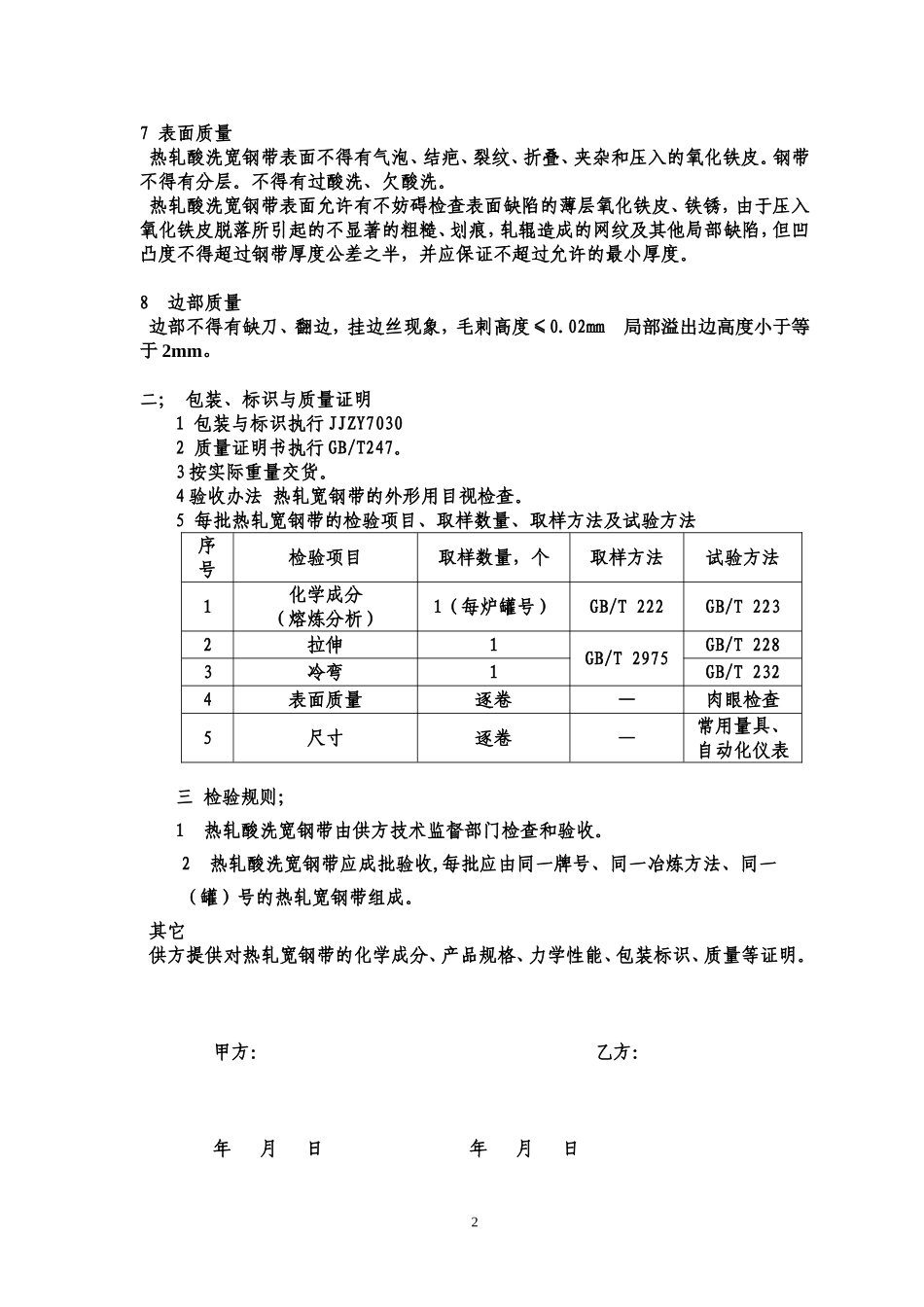
02mm局部