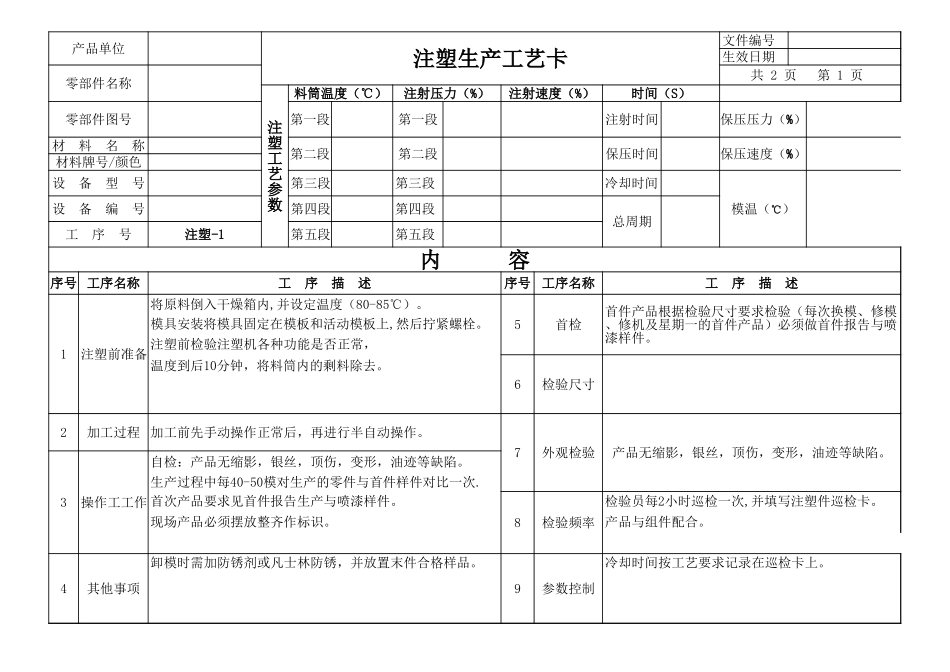
产品单位注塑生产工艺卡文件编号生效日期零部件名称料筒温度(℃)零部件图号第一段第一段注射时间材料名称第二段第二段保压时间设备型号第三段第三段冷却时间设备编号第四段第四段总周期工序号第五段第五段内容序号工序名称工序描述序号工序名称工序描述1注塑前准备5首检注塑前检验注塑机各种功能是否正常,6检验尺寸2加工过程加工前先手动操作正常后,再进行半自动操作
7外观检验产品无缩影,银丝,顶伤,变形,油迹等缺陷
3操作工工作自检:产品无缩影,银丝,顶伤,变形,油迹等缺陷
首次产品要求见首件报告生产与喷漆样件
8检验频率现场产品必须摆放整齐作标识
产品与组件配合
4其他事项卸模时需加防锈剂或凡士林防锈,并放置末件合格样品
9参数控制冷却时间按工艺要求记录在巡检卡上
共2页第1页注塑工艺参数注射压力(%)注射速度(%)时间(S)保压压力(%)保压速度(%)材料牌号/颜色模温(℃)注塑-1将原料倒入干燥箱内,并设定温度(80-85℃)
首件产品根据检验尺寸要求检验(每次换模、修模、修机及星期一的首件产品)必须做首件报告与喷漆样件
模具安装将模具固定在模板和活动模板上,然后拧紧螺栓
温度到后10分钟,将料筒内的剩料除去
生产过程中每40-50模对生产的零件与首件样件对比一次
检验员每2小时巡检一次,并填写注塑件巡检卡
编制:批准受控部门:技术部注塑工艺卡产品单位零部件名称生效日期零部件图号工序号文件编号图示编制范勇部门技术部批准受控共2页第2页注塑-1