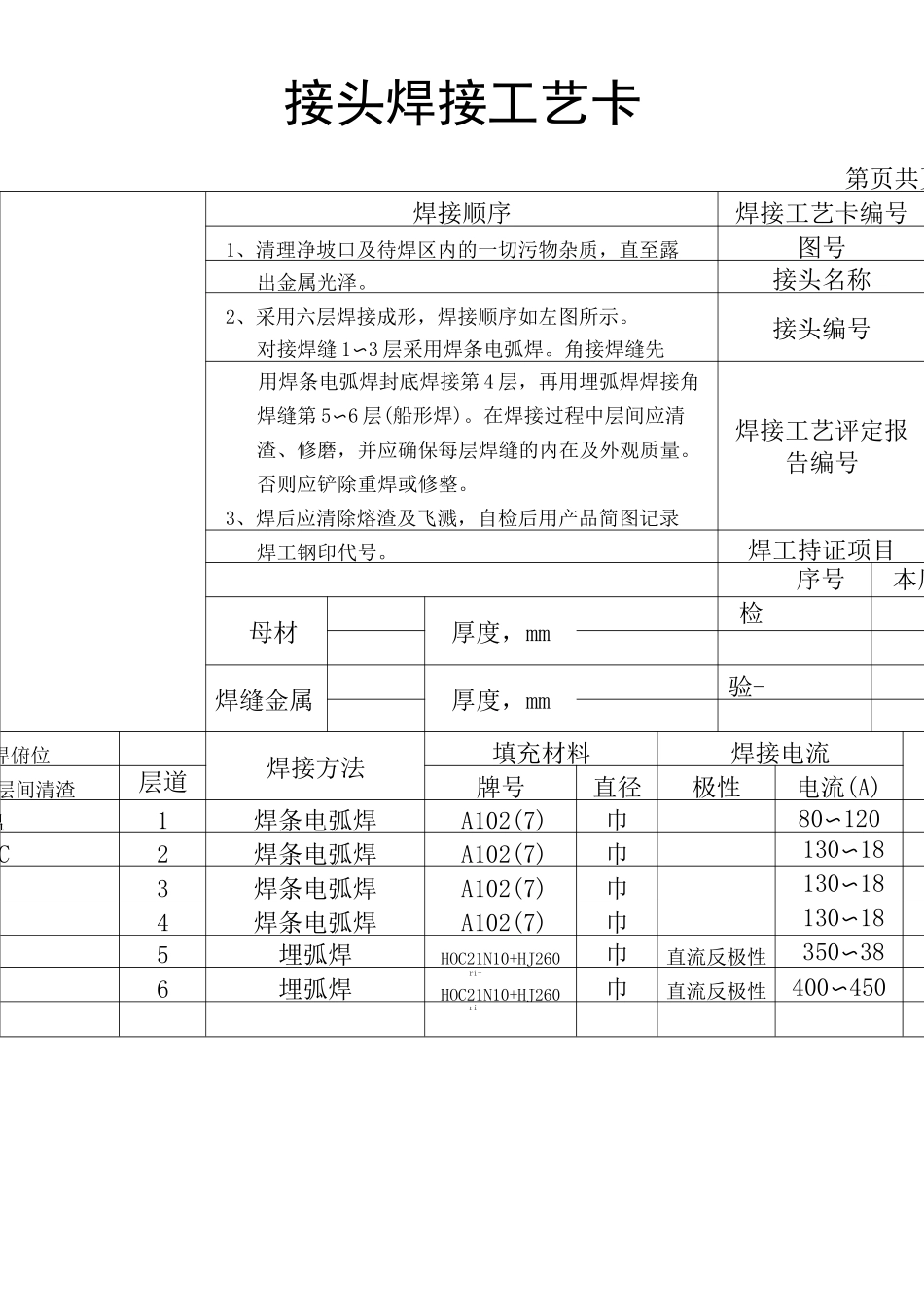
接头焊接工艺卡第页共页焊接顺序焊接工艺卡编号1、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽
接头名称2、采用六层焊接成形,焊接顺序如左图所示
对接焊缝1〜3层采用焊条电弧焊
角接焊缝先接头编号用焊条电弧焊封底焊接第4层,再用埋弧焊焊接角焊缝第5〜6层(船形焊)
在焊接过程中层间应清渣、修磨,并应确保每层焊缝的内在及外观质量
否则应铲除重焊或修整
3、焊后应清除熔渣及飞溅,自检后用产品简图记录焊接工艺评定报告编号焊工钢印代号
焊工持证项目序号本厂母材厚度,mm检焊缝金属厚度,mm验-角焊俯位焊接方法填充材料焊接电流不摆动焊、层间清渣层道牌号直径极性电流(A)常温1焊条电弧焊A102(7)巾80〜12060C2焊条电弧焊A102(7)巾130〜180无3焊条电弧焊A102(7)巾130〜180无4焊条电弧焊A102(7)巾130〜1805埋弧焊HOC21N10+HJ260巾直流反极性350〜3806埋弧焊ri-HOC21N10+HJ260巾直流反极性400〜450ri-气体流量止面背面接头焊接工艺卡第页共页焊接顺序焊接工艺卡编号1、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽
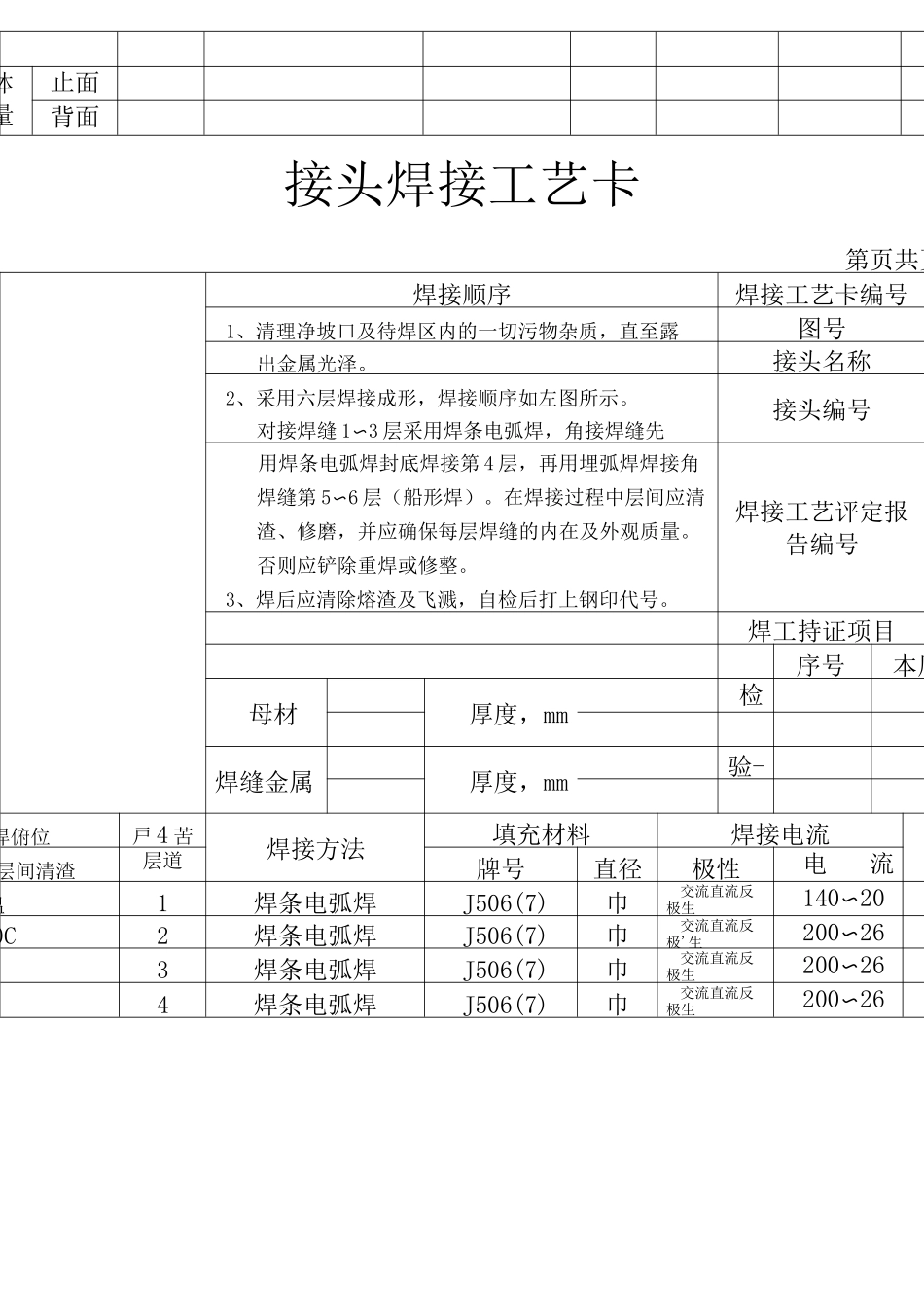
接头名称2、采用六层焊接成形,焊接顺序如左图所示
对接焊缝1〜3层采用焊条电弧焊,角接焊缝先接头编号用焊条电弧焊封底焊接第4层,再用埋弧焊焊接角焊缝第5〜6层(船形焊)
在焊接过程中层间应清渣、修磨,并应确保每层焊缝的内在及外观质量
否则应铲除重焊或修整
3、焊后应清除熔渣及飞溅,自检后打上钢印代号
焊接工艺评定报告编号焊工持证项目序号本厂母材厚度,mm检焊缝金属厚度,mm验-角焊俯位戸4苦焊接方法填充材料焊接电流不摆动焊、层间清渣层道牌号直径极性电流(A)常温1焊条电弧焊J506(7)巾交流直流反极生140〜200300C2焊条电弧焊J506(7)巾交流直流反极'生2