三种标准作业类型一、名词解释:1、标准作业:是以人的动作为中心,按照没有浪费的顺序、高效率地进行生产的方法
由节拍、作业顺序、标准手持(库存)3要素所构成
2、节拍(生产周期):操作者一个人在所负责的工序按照作业顺序进行一个循环的作业所需要的时间
节拍=每天的运转时间(规定时间)/每天所需数量3、作业顺序:是标准作业的3要素之一,是操作者能够用最为安全且又高效率地进行生产合格品的作业顺序
4、标准手持(库存):是标准作业3要素之一,按照作业顺序进行操作的情况下为了能够进行重复同样的顺序,同样动作的作业、在工序内持有最小限度的在制品库存数量
二、标准作业的类型Ⅰ1
定义具备标准作业的3要素(生产节拍T
T、作业顺序、标准手持),可以进行重复操作并获得循环时间的作业类型
该类型一般在可以组成标准作业的工序使用,比如加工车间、总装车间及焊接等操作
在该类型的作业现场,应该有工序能力表、标准作业组合表、标准作业票等标准作业文件
作业时间调查及山积表的编制要领
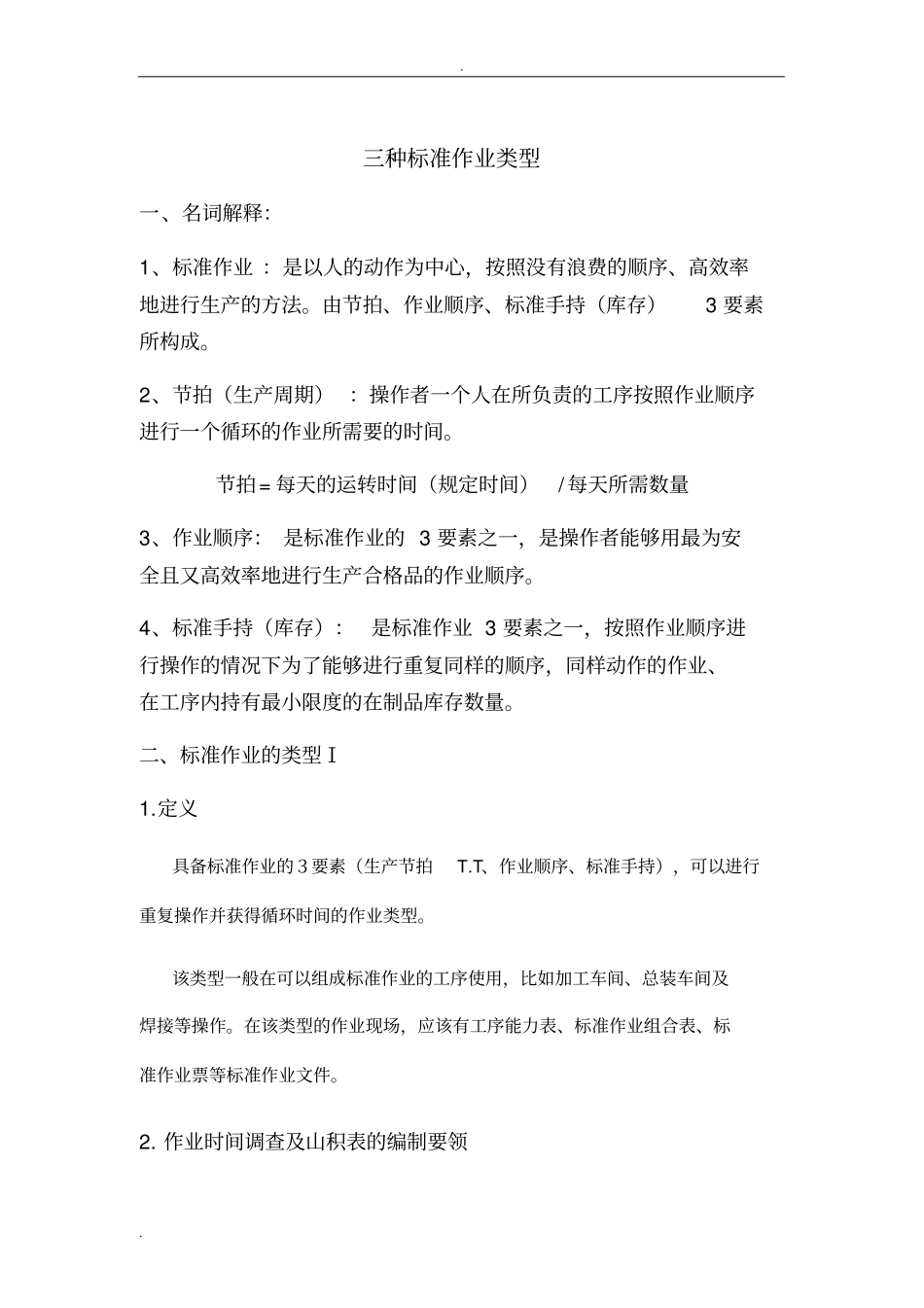
5852565858584950515253545556575859abc类型Ⅰ山积表假设某班的操作者a、b、c,每个人作为一个工序是类型Ⅰ的作业
该类型的作业可直接测得循环作业时间C
T,即:通过现场掐表(每道工序至少重复测三次)得到的平均时间,分别为58秒、52秒、56秒
且生产节拍可以根据产量及作业时间算得,即:生产节拍=该班的生产时间/该班的产量,假设为58秒
该类型的山积表作法为:图一:坐标为工序名,纵坐标为对应的工序时间
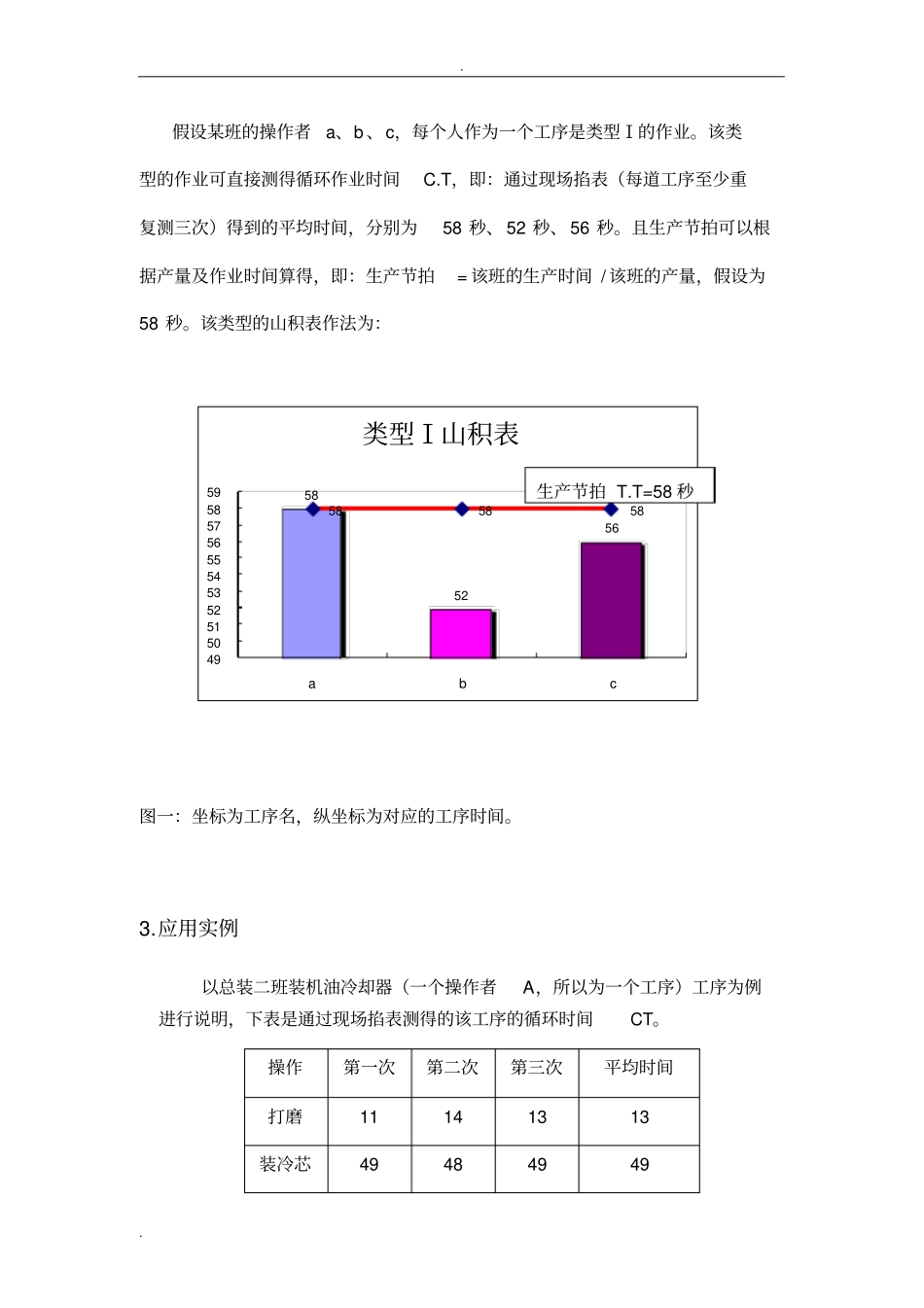
应用实例以总装二班装机油冷却器(一个操作者A,所以为一个工序)工序为例进行说明,下表是通过现场掐表测得的该工序的循环时间CT
操作第一次第二次第三次平均时间打磨11141313装冷芯49484949生产节拍T
装垫片3544表一当天生产计划为439台,其中白班219台,