Mazak伺服主轴定向参数的调整Mazak立式数控加工中心(VTC-160和VCN-410两种型号主轴定向后Y轴移动对键块的平行度超过0
1mm后需要对伺服主轴定向参数进行调整
1、执行主轴定向,按机床面板上MDI键进入MDI模式,在绿色输入框中输入M19,然后按下机床面板上绿色循环启动键
2、拆除主轴定向键块、对安装基面和键块进行清洁,清洁完毕后重新安装定向键块,注意定向键块安装时刻有A字的面朝向主轴锥孔侧
3、切换到手动模式(按机床面板上X1000、X100、X10、X1中任意一个键,然后按下主轴旋转按钮,使用按钮来增加主轴转速,接着按下主轴停止按钮
最后重复第一步执行主轴定向
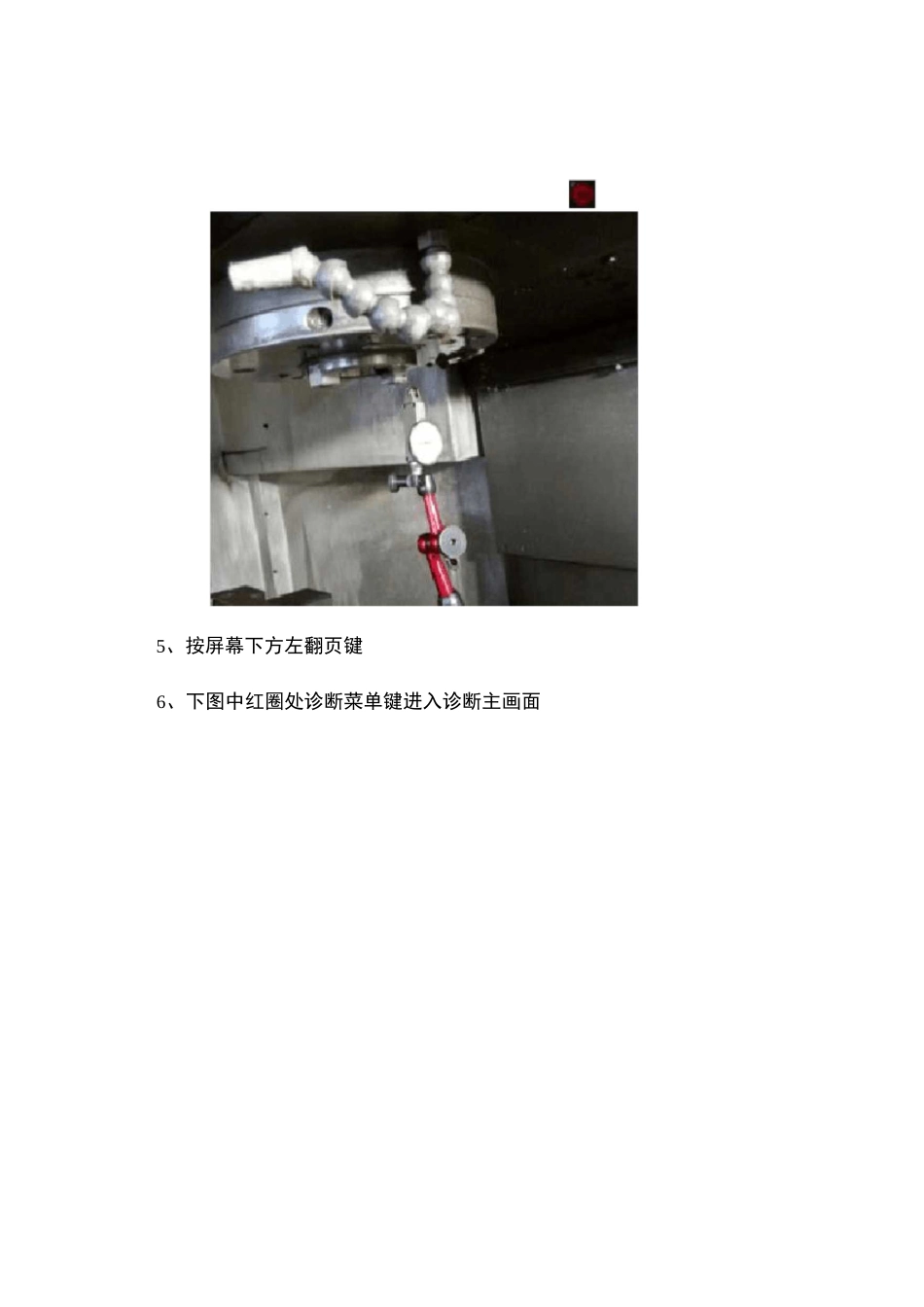
4、用磁力表座和杠杆百分表检查主轴定向后Y轴移动对键块的平行度,如果超差,进入下一步参数调整5、按屏幕下方左翻页键6、下图中红圈处诊断菜单键进入诊断主画面arSHEsaw*0
3C下熾捋令E-21«N(IMfl
0TBTWTIF・紀工伴ye£UFn鼻atj
z■屈』G1