大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作第六章三菱系统铣、加工中心机床面板操作三菱系统铣床及加工中心操作面板三菱系统面板6
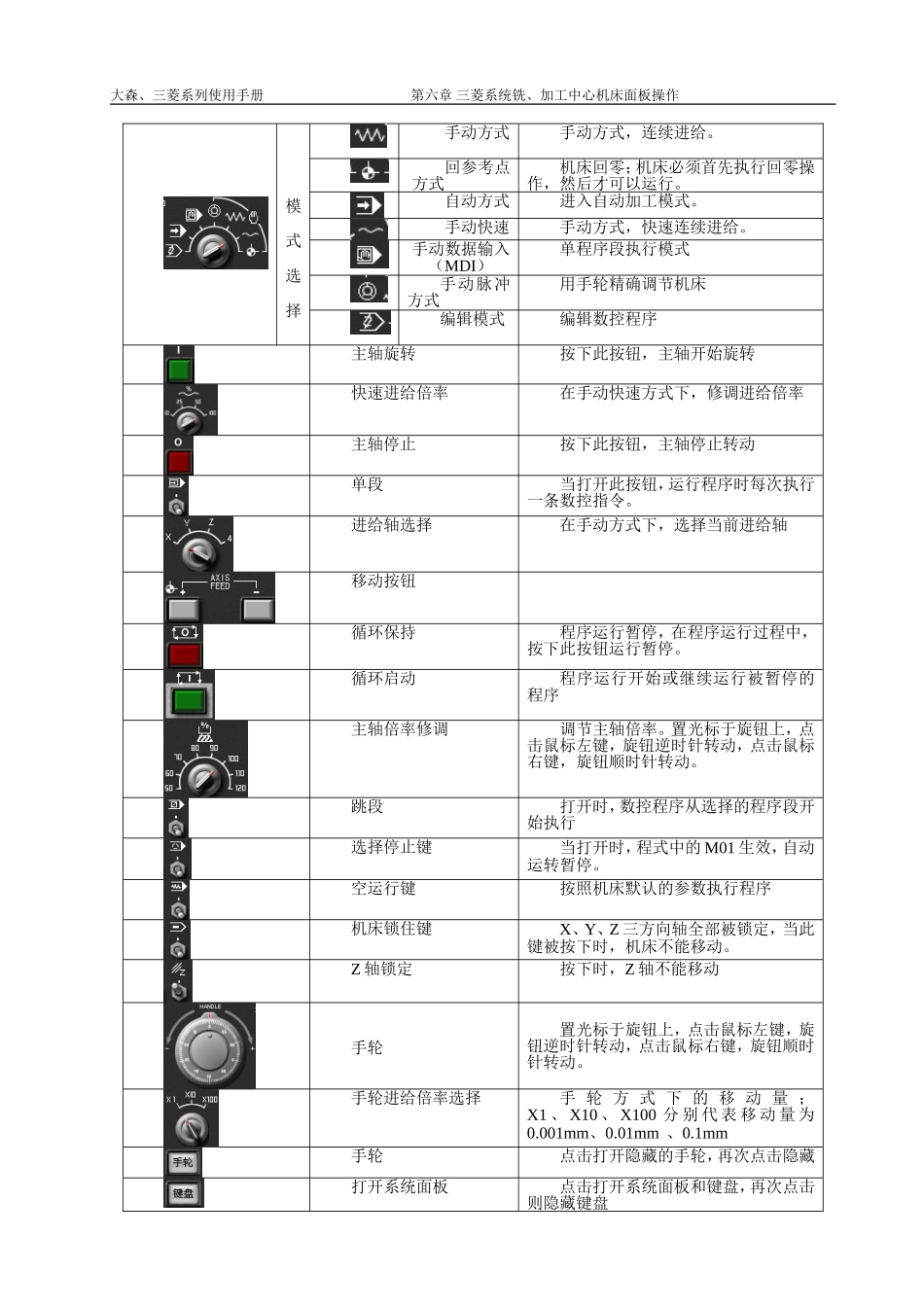
1面板简介三菱系统铣床、加工中心操作面板介绍按钮名称功能简介紧急停止按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭电源开打开电源电源关关闭电源进给倍率选择旋钮在手动方式下,用于调节进给速度大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作模式选择手动方式手动方式,连续进给
回参考点方式机床回零;机床必须首先执行回零操作,然后才可以运行
自动方式进入自动加工模式
手动快速手动方式,快速连续进给
手动数据输入(MDI)单程序段执行模式手动脉冲方式用手轮精确调节机床编辑模式编辑数控程序主轴旋转按下此按钮,主轴开始旋转快速进给倍率在手动快速方式下,修调进给倍率主轴停止按下此按钮,主轴停止转动单段当打开此按钮,运行程序时每次执行一条数控指令
进给轴选择在手动方式下,选择当前进给轴移动按钮循环保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停
循环启动程序运行开始或继续运行被暂停的程序主轴倍率修调调节主轴倍率
置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动
跳段打开时,数控程序从选择的程序段开始执行选择停止键当打开时,程式中的M01生效,自动运转暂停
空运行键按照机床默认的参数执行程序机床锁住键X、Y、Z三方向轴全部被锁定,当此键被按下时,机床不能移动
Z轴锁定按下时,Z轴不能移动手轮置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动
手轮进给倍率选择手轮方式下的移动量;X1、X10、X100分别代表移动量为0
001mm、0
01mm、0
1mm手轮点击打开隐藏的手轮,再次点击隐藏打开系统面板点击打开系统面板和键盘,再次点击则隐藏键盘大森、三菱系列使用手