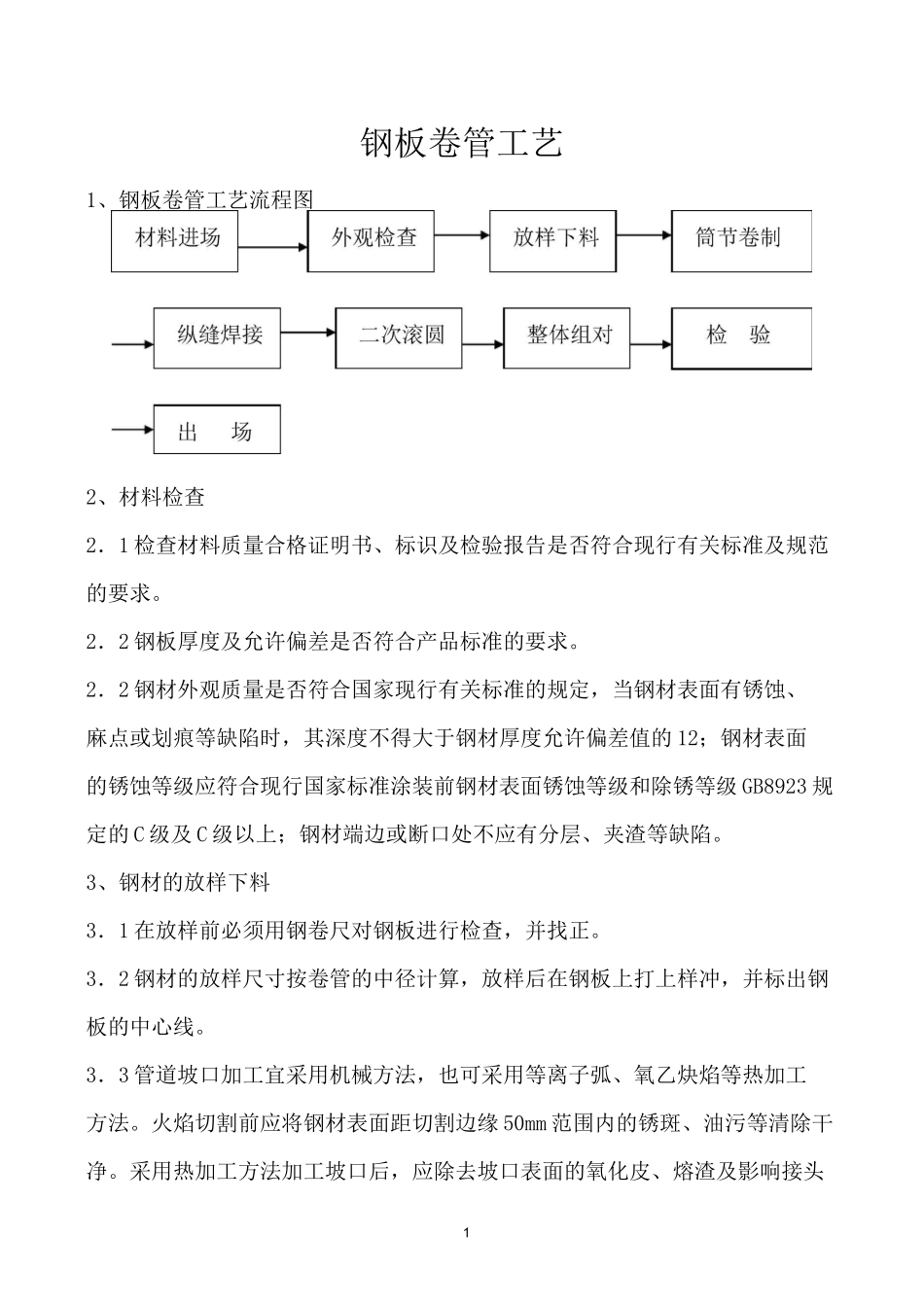
1钢板卷管工艺1、钢板卷管工艺流程图2、材料检查2.1检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求
2.2钢板厚度及允许偏差是否符合产品标准的要求
2.2钢材外观质量是否符合国家现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行国家标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷
3、钢材的放样下料3.1在放样前必须用钢卷尺对钢板进行检查,并找正
3.2钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线
3.3管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法
火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净
采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头2质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应清除边缘上的氧化物、熔瘤和飞溅物等
机械加工时,加工表面不应出现台阶
4对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根
5切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用①3
2以下的低氢型焊条补焊,并修磨平整
6切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度
当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用①3
2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方