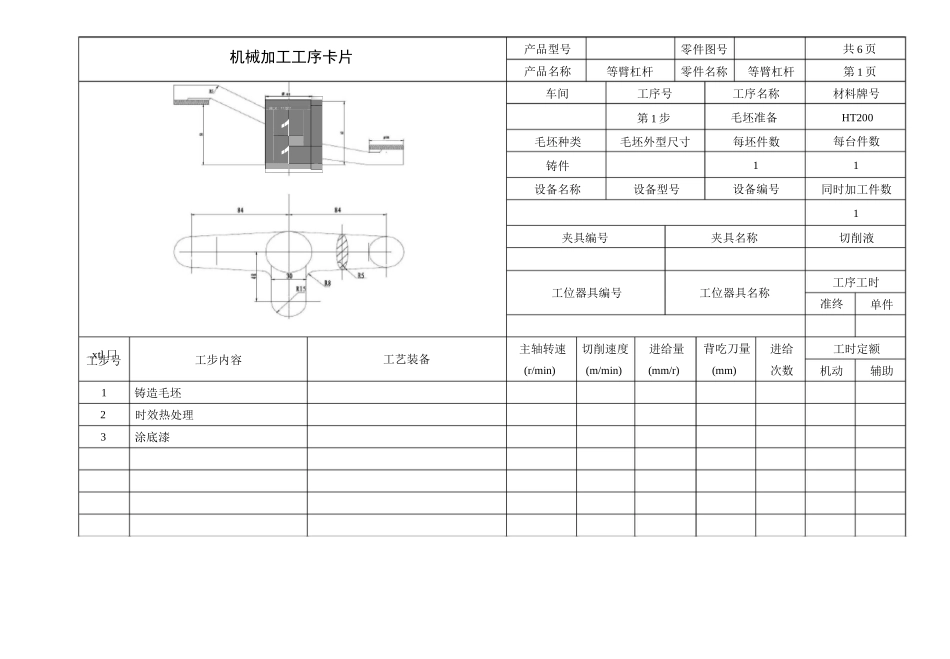
底图号装订号机械加工工艺过程卡片产品型号零(部)件图号产品名称零(部)件名称杠杆共2页第1页材料牌号HT200毛坯种类铸件毛坯外形尺寸每毛坯可制件数1每台件数1备注工时标记工序名称毛坯处数工序内容车间工段设备工艺装备准终单件准备毛坯铸造毛坯时效热处理涂底漆铸造执八、、油漆粗铣精铣©40上下端面和宽度为30的平台面粗铣精铣©40上端面和宽度为30的平台面粗铣精铣©40下端面粗精铣©30凸台面钻、扩、粗铰、精铰①25H9mm孔钻①25H9mm孔扩①25H9mm孔粗铰①25H9mm孔钻、粗铰、精铰2X①8(H7)mm孔钻2X①8(H7)mm孔粗铰2X①8(H7)mm孔精铰2XQ8(H7)mm孔钻、粗铰、精铰①10(H7)mm孔更改文件号签字日期标记处数更改文件号机加机加机加机加机加机加机加机加机加机加机加机加机加X5012签字日期X5012Z550Z518设计(日期)硬质合金立铣刀①50专用夹具专用量具和游标卡尺硬质合金立铣刀①50专用钻夹具莫氏锥柄麻花钻D=23mm锥柄扩孔钻D=24
8mm锥柄机用铰刀D=25mm专用钻夹具莫氏锥柄麻花钻D=7
8mm锥柄机用铰刀D=7
96mm锥柄机用铰刀D=8mm专用钻夹具审核(日期)标准化(日期)会签(日期)1
287底图号装订号机械加工工艺过程卡片产品型号零(部)件图号产品名称零(部)件名称杠杆共2页第2页材料牌号HT150毛坯种类铸件毛坯外形尺寸每毛坯可制件数1每台件数1备注工时工序名称标记工序内容车间工段设备工艺装备准终单件钻①10(H7)mm孔粗铰①10(H7)mm孔精铰①10(H7)mm孔表面去毛刺检验入库处数更改文件号签字日期标记处数更改文件号机加机加机加钳工检验签字日期莫氏锥柄麻花钻D=9
8mm锥柄机用铰刀D=9
96mm锥柄机用铰刀D=10m