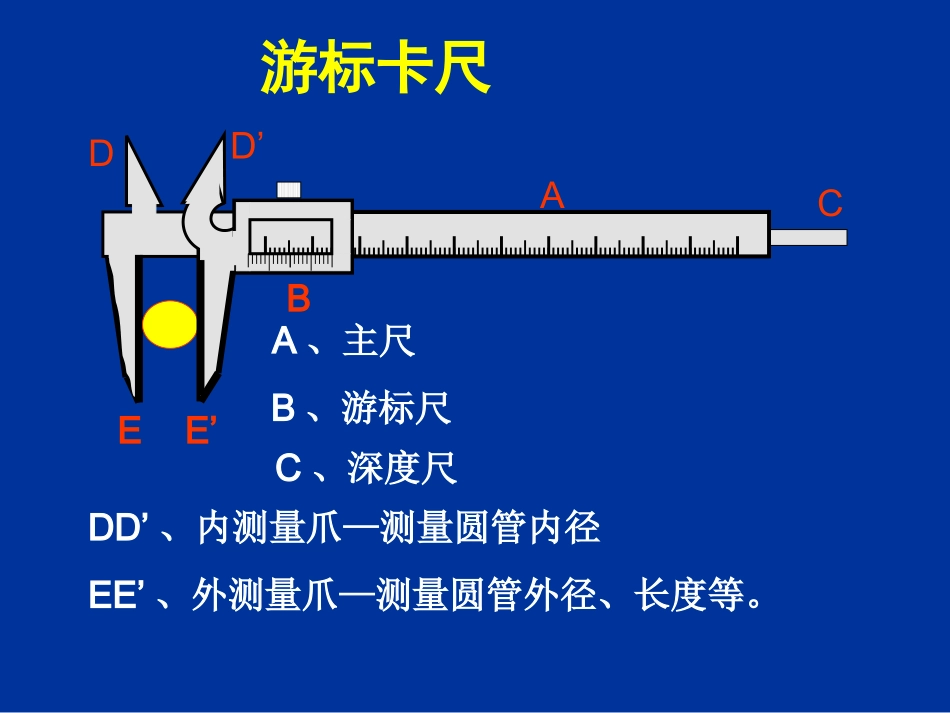
游标卡尺ABCC、深度尺DD’A、主尺B、游标尺EE’DD’、内测量爪—测量圆管内径EE’、外测量爪—测量圆管外径、长度等
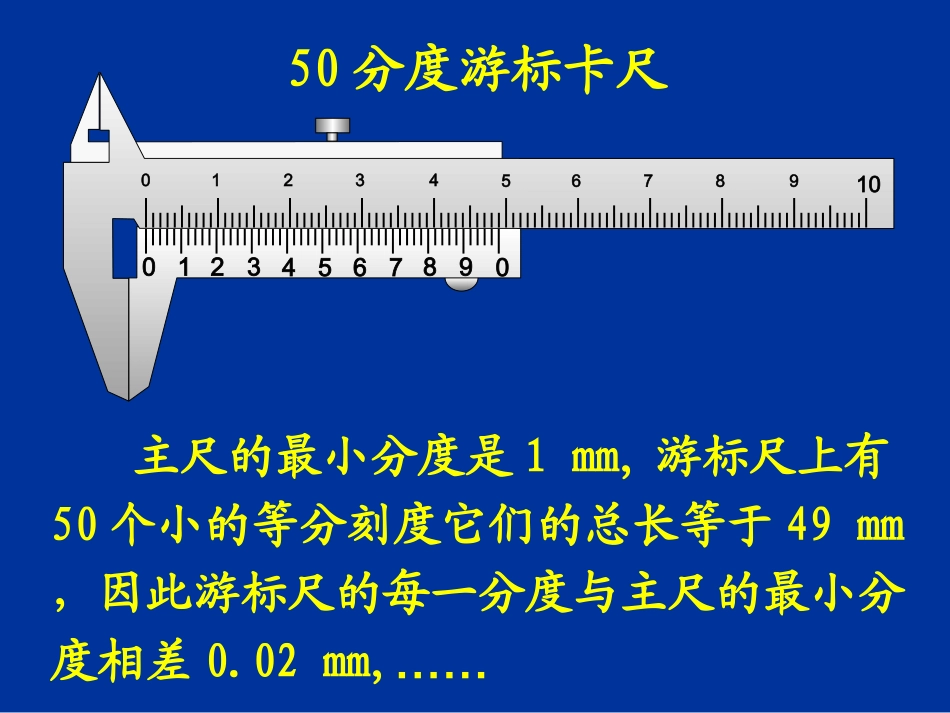
50分度游标卡尺01234567890012345678910主尺的最小分度是1mm,游标尺上有50个小的等分刻度它们的总长等于49mm,因此游标尺的每一分度与主尺的最小分度相差0
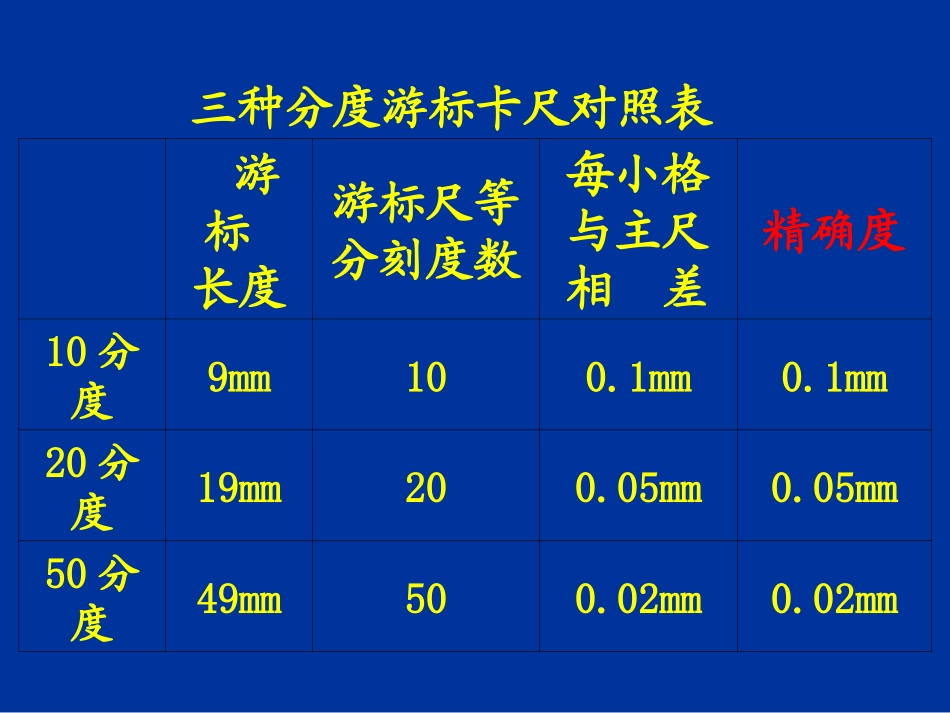
02mm,……三种分度游标卡尺对照表游标长度游标尺等分刻度数每小格与主尺相差精确度10分度9mm100
1mm20分度19mm200
05mm50分度49mm500
02mm游标卡尺的读数方法:一、主尺读数(先读主尺)游标尺零刻线处的主尺读数二、游标尺读数(再读游标)1、找游标尺上第几条刻度线与主尺上的刻度线对齐2、游标对齐刻度线前格数乘以卡尺的精确度三、以上两部分相加就是卡尺的读数
读数=主尺读数+游标读数·精度(以毫米为单位读数)注:游标卡尺不估读请你读出下列游标卡尺的读数主尺cm510游标0L=52+6×0
6mm6主尺cm110游标0L=5+18×0
90mm2请你读出下列游标卡尺的读数:20注意:精度位主尺cm310游标027L=27+7×0
7mm主尺cm1110游标0L=111+0×0
10=111
0mm11112螺旋测微器的使用1、螺旋测微器的构造:APFTGHKK’A、固定小砧P、可动小砧F、U型框架G、固定尺H、可动尺T、固定旋钮K、旋钮(又称微分筒)K′微调2、螺旋测微器的使用方法:A、使用前应先检查零点,方法是缓缓转动保护旋钮K′,使测杆(可动小砧P)和测砧(固定小砧A)接触,到棘轮发出声音为止,此时可动尺(活动套筒)上的零刻线应当和固定套筒上的基准线(长横线)对正,否则有零误差B、左手持曲柄(U型框架),右手转动大旋钮K使测杆P与测砧A间距稍大于被测物,放入被测物,转动保护