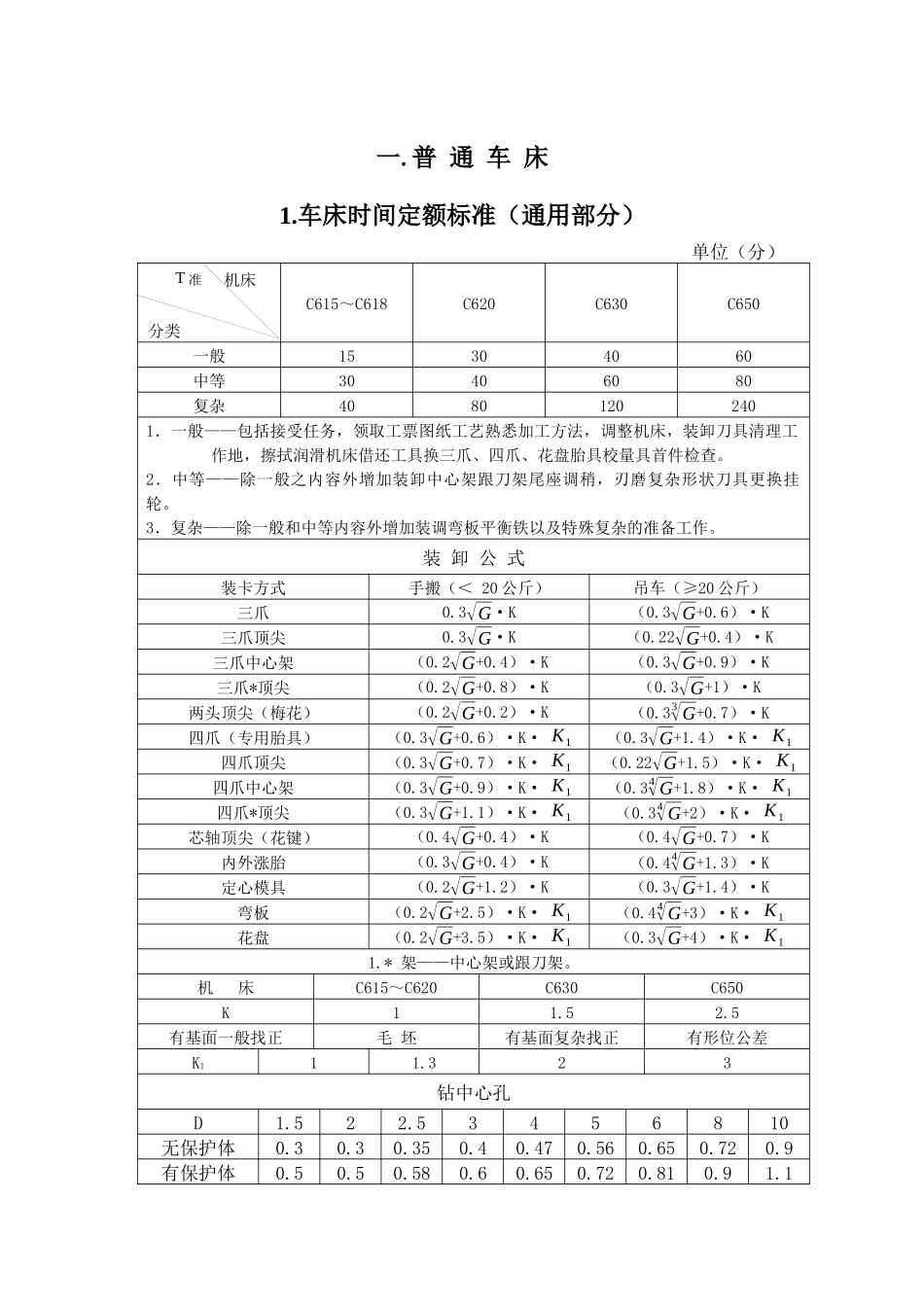
机床分类T准一
车床时间定额标准(通用部分)单位(分)C615~C618C620C630C650一般15304060中等30406080复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查
2.中等——除一般之内容外增加装卸中心架跟刀架尾座调稍,刃磨复杂形状刀具更换挂轮
3.复杂——除一般和中等内容外增加装调弯板平衡铁以及特殊复杂的准备工作
装卸公式装卡方式手搬(<20公斤)吊车(≥20公斤)三爪0
3√G·K(0
6)·K三爪顶尖0
3√G·K(0
22√G+0
4)·K三爪中心架(0
4)·K(0
9)·K三爪*顶尖(0
8)·K(0
3√G+1)·K两头顶尖(梅花)(0
2)·K(0
33√G+0
7)·K四爪(专用胎具)(0
6)·K·K1(0
4)·K·K1四爪顶尖(0
7)·K·K1(0
22√G+1
5)·K·K1四爪中心架(0
9)·K·K1(0
34√G+1
8)·K·K1四爪*顶尖(0
1)·K·K1(0
34√G+2)·K·K1芯轴顶尖(花键)(0
4)·K(0
7)·K内外涨胎(0
4)·K(0
44√G+1
3)·K定心模具(0
2)·K(0
4)·K弯板(0
5)·K·K1(0
44√G+3)·K·K1花盘(0
5)·K·K1(0
3√G+4)·K·K11
*架——中心架或跟刀架
机床C615~C620C630C650K11
5有基面一般找正毛坯有基面复杂找正有形位公差K111
323钻中心孔D1