机械加工工艺过程卡片产品名称填料箱盖零(部)件名称填料箱盖共(1)页第(1)页材料牌号HT200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料锻造毛坯锻造1车车削端面外圆金工C620-1车床车刀,游标卡尺,三爪卡盘2车粗车φ65,φ80,φ75,φ100外圆以及槽和倒角金工C620-1车床车刀,游标卡尺,三爪卡盘3扩钻扩φ32mm,以及φ47mm孔,Z3025摇臂钻床金工Z3025摇臂钻床麻花钻,内径千分尺,专用卡具4钻钻6-φ13
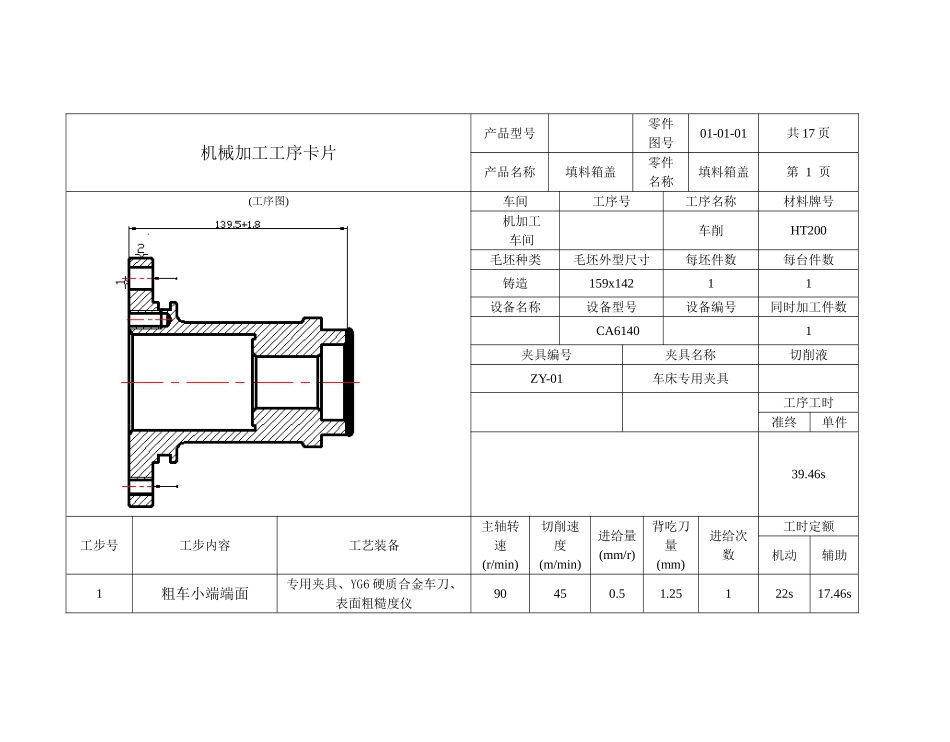
5,2-M10-6H,孔深24金工Z3025摇臂钻床麻花钻,内径千分尺,专用卡具5车精车φ65的外圆及φ80相接的端面金工C620-1车床车刀,游标卡尺,三爪卡盘6镗粗,精,细镗φ60H8的孔金工T740金刚镗床镗刀,内径千分尺,专用卡具7铣铣φ60孔底面金工X63型铣床铣刀,游标卡尺,专用卡具8磨φ60孔底面锻造MD1158(内圆磨床)砂轮,专用夹具9镗φ60孔底面沟槽金工T740金刚镗床内孔车刀,专用夹具10研磨φ60孔底面金工手工研具设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导机械加工工序卡片产品型号零件图号01-01-01共17页产品名称填料箱盖零件名称填料箱盖第1页(工序图)车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x14211设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY-01车床专用夹具工序工时准终单件39
46s工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1粗车小端端面专用夹具、YG6硬质合金车刀、表面粗糙度仪90450
25122s17
46s机械加工工序卡片产品型号零件图号01