热解决工艺规范一、淬火、回火工艺规范1.淬火、回火准备工作:1)检查设备,仪表与否正常;2)对的选择夹具;3)检查零件表面与否有碰伤、裂纹、锈斑等缺点;4)确认零件规定的淬火部位硬度、变形等的技术规定,核对零件的形状、材料的加工状态与否与图样及工艺文献相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采用防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采用防止方法,如塞石棉、耐火泥等
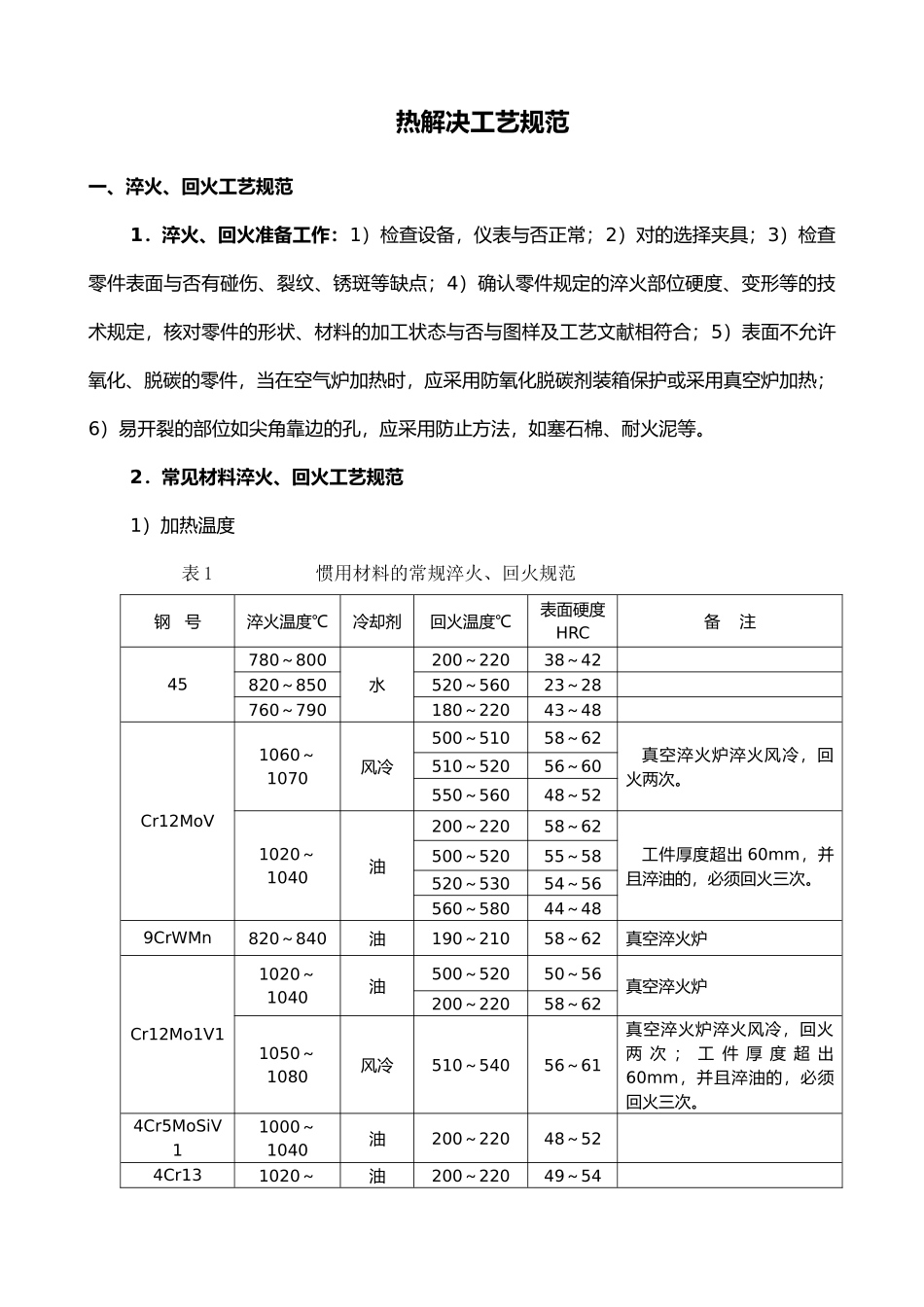
2.常见材料淬火、回火工艺规范1)加热温度表1惯用材料的常规淬火、回火规范钢号淬火温度℃冷却剂回火温度℃表面硬度HRC备注45780~800水200~22038~42820~850520~56023~28760~790180~22043~48Cr12MoV1060~1070风冷500~51058~62真空淬火炉淬火风冷,回火两次
510~52056~60550~56048~521020~1040油200~22058~62工件厚度超出60mm,并且淬油的,必须回火三次
500~52055~58520~53054~56560~58044~489CrWMn820~840油190~21058~62真空淬火炉Cr12Mo1V11020~1040油500~52050~56真空淬火炉200~22058~621050~1080风冷510~54056~61真空淬火炉淬火风冷,回火两次;工件厚度超出60mm,并且淬油的,必须回火三次
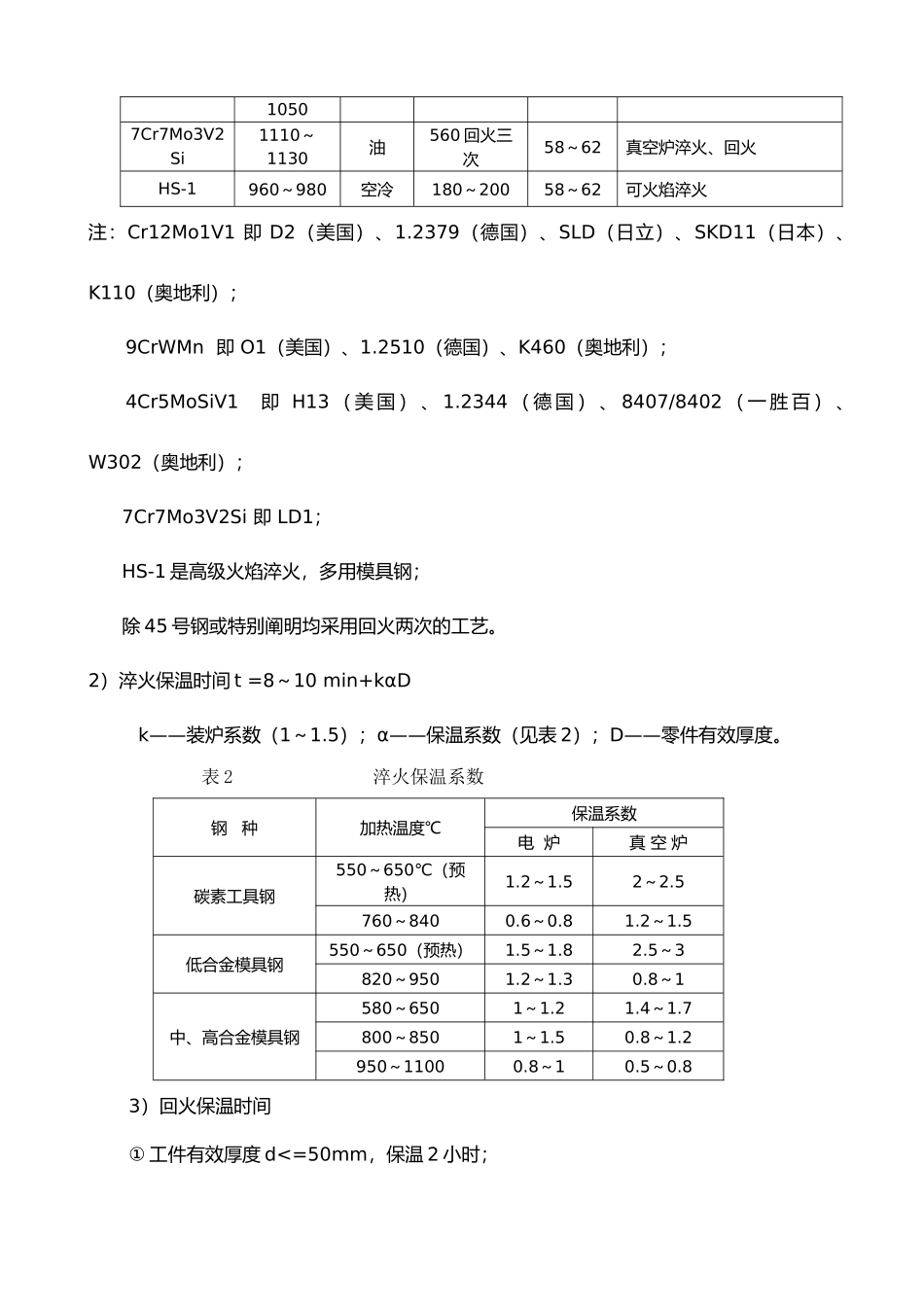
4Cr5MoSiV11000~1040油200~22048~524Cr131020~油200~22049~5410507Cr7Mo3V2Si1110~1130油560回火三次58~62真空炉淬火、回火HS-1960~980空冷180~20058~62可火焰淬火注:Cr12Mo1V1即D2(美国)、1
2379(德国)、SLD(日立)、SKD11(日本